1. Физическая сущность генерирования плазмы
Плазма – это частично или полностью ионизированный газ. Источником ионизации являются электрические разряды (дуговой, искровой, тлеющий и пр.). Степенью ионизации называют отношение числа ионизованных атомов к полному их числу в единице объёма плазмы. В зависимости от степени ионизации различают слабо, сильно и полностью ионизированную плазму. Степень ионизации плазмы зависит от многих факторов и прежде всего от температуры. Различают низкотемпературную плазму T ≤ 105 °K и высокотемпературную T > 106 …108 °K.
Существование плазмы поддерживается непрерывно протекающим процессом ионизации. Интенсифицировать процесс плазмообразования можно путём обдува соосным потоком газа. Если часть столба электрической дуги поместить в узкий канал с охлаждаемыми стенками, то будет достигнута дальнейшая интенсификация плазмообразования. Это связано с тем, что в узком канале столб дуги сжимается, особенно при обдуве её соосным потоком газа.
С увеличением электрического тока столб дуги из-за ограничивающего действия стенок канала расширяться не может, температура газа и степень ионизации резко повышаются. Практически весь газ, проходящий сквозь столб сжатой дуги ионизируется и превращается в плазму.
Различают плазменные дуги прямого и косвенного действия.
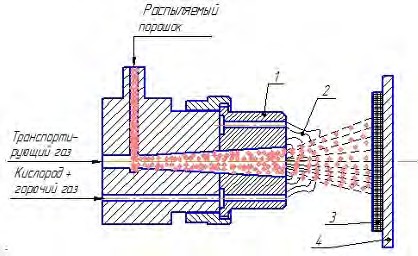
В дуге прямого действия (рисунок 1) в качестве анода используется обрабатываемый материал. В этом случае плазменная струя совмещена со столбом дуги по всей длине, начиная от входного среза канала сопла и кончая анодным пятном на фронтальной поверхности полосы реза. Тепловая энергия вводится в разрезаемый металл струей плазмы и столбом дуги. При этом коэффициент полезного действия (КПД) прямой плазменной дуги составляет 60–70 %. Недостатком дуги прямого действия является невозможность обработки диэлектрических материалов.
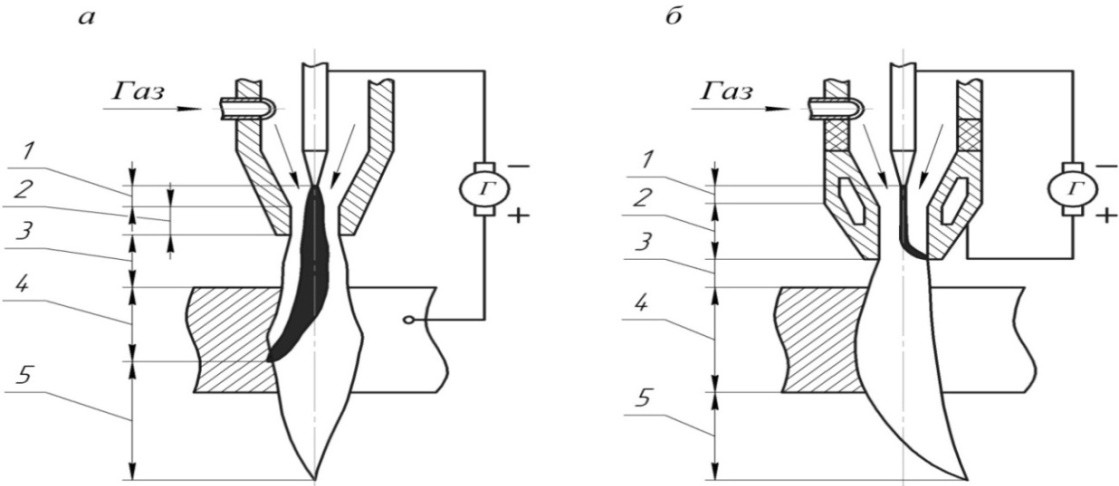
Рисунок 1 – Элементы схем плазменных дуг прямого (а) и косвенного (б) действия и их участки: 1 – закрытый; 2 – сжатый; 3 – открытый; 4 – рабочий; 5 – факел; Г – генератор тока
Дуга косвенного действия возбуждается и горит между электродами, которые не связаны с обрабатываемым материалом. Катодом служит электрод плазмотрона, а в качестве анода используется его формирующее сопло. Объект обработки не включен в электрическую цепь. Столб дуги расположен внутри плазмотрона. Плазмообразующий газ контактирует со столбом дуги на коротком участке, протяженностью от торца электрода до выходного среза канала сопла. Далее плазма существует независимо от столба дуги. Вследствие этого температура и скорость истечения струи плазмы по мере удаления от выходного среза сопла резко уменьшается, а КПД при использовании дуги косвенного действия не превышает 30–40 %.
2. Плазмообразующие среды
В качестве плазмообразующих сред применяют аргон, гелий, азот, воздух, водород, воду.
Аргон – химически инертный газ с низкой теплопроводностью, поэтому он хорошо защищает от перегрева и разрушения электрод и сопло. Однако, аргон малоэффективен для преобразования электрической энергии дуги в тепловую. Он обладает самой низкой напряженностью поля столба дуги, т. е. аргоновая плазма вызывает значительное падение напряжения на дуге. Это означает, что при одинаковом токе в аргоновой плазме выделяется минимальное количество энергии по сравнению с другими плазмообразующими газами.
Гелий – в отличие от аргона обладает большей теплопроводностью. В случае его применения для плазменной резки происходит быстрый нагрев и разрушение сопла. Гелий обеспечивает высокую напряженность дугового столба примерно в четыре раза более высокую, чем у аргоновой плазмы. Гелий, в отличие от аргона, является более эффективным преобразователем энергии дуги в тепло и применяется в смеси с аргоном.
Азот является наиболее приемлемым газом для стабилизации плазменной дуги. Теплоёмкость азотной плазмы в пять раз выше аргоновой. Напряженность поля столба дуги в азоте более высокая, чем в аргоне. Поэтому использование азота в качестве плазмообразующего газа эффективно для преобразования электрической энергии в тепловую.
Воздух является сильным окислителем металлов. При использовании воздуха по сравнению с азотом скорость резки углеродистых и низколегированных сталей при тех же параметрах дуги возрастает более, чем в 1,5 раза.
Водород обеспечивает высокую напряженность поля дугового столба. Диссоциация и ионизация водорода происходит при более низких температурах, чем аргона и гелия. Теплоёмкость водородной плазмы несколько ниже азотной, но в четыре раза выше аргоновой. Водород обладает высокой теплопроводностью и является эффективным преобразователем энергии дуги в тепло. Использование водорода в качестве плазмообразующего газа приводит к быстрому разрушению сопла в результате интенсивного нагрева. Поэтому водород применяют как добавку к аргону или азоту.
Вода может использоваться в качестве плазмообразующей среды самостоятельно, в виде пара или как добавка к рабочему газу. Применение воды обеспечивает интенсивное охлаждение периферийных участков столба дуги и концентрирует его. В результате температура в ядре дуги возрастает, увеличивается его проплавляющая способность.
Анализ рассмотренных плазмообразующих сред показывает, что ни один из газов не может обеспечить самостоятельно весь комплекс положительных свойств идеальной плазмообразующей среды. Поэтому используют смеси из различных газов. Хорошо зарекомендовали себя смеси аргона и азота в сочетании с водородом. В сочетании с азотом и воздухом применяется вода. Плазмообразующая среда оказывает существенное влияние на изменение фазового состава металла прилегающего к поверхности реза, на его химический состав и механические свойства.
3. Ввод компонентов плазмообразующей среды в электрическую дугу
Способы ввода плазмообразующей среды в электрическую дугу можно разделить на четыре группы: аксиальный (осевой), тангенциальный (вихревой), распределённый, транспирационный (рис. 2).
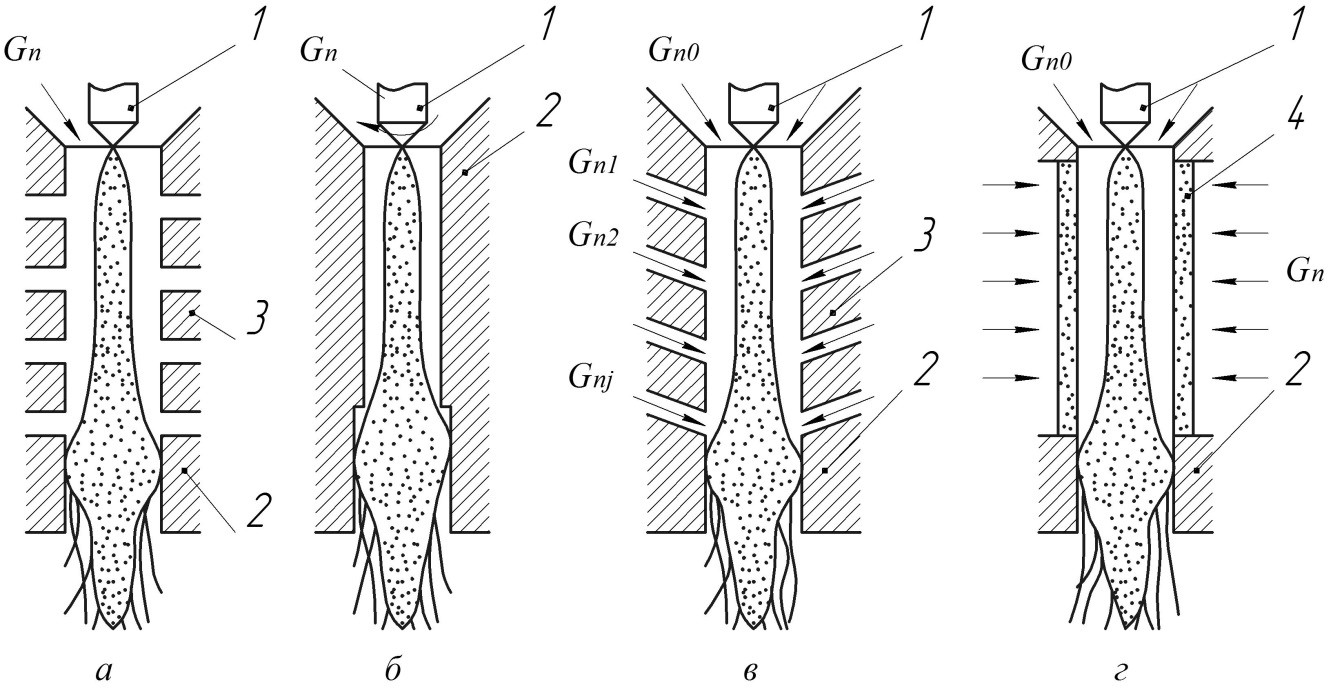
Рисунок 2 – Схемы ввода плазмообразующей среды в дуговой разряд: а – аксиальный; б – тангенциальный; в – распределённый; г – транспирационный; 1, 2 – электроды; 3 – межэлектродные вставки; 4 – пористая стенка; ![]() – стабилизирующий газ;
– стабилизирующий газ; ![]()
![]() – плазмообразующие газы
– плазмообразующие газы
Аксиальный ввод используется в различных плазменных устройствах, применяемых в основном для обработки дисперсных материалов, для сварки, плавки, рафинирования металлов, требующих аксиального потока плазмы. Он позволяет обеспечить хорошую стабилизацию разряда, снижения турбулентных пульсаций в плазме, возможность получения ламинарных потоков, повышение однородности прогрева газа в разряде, равномерность его распределения по сечению канала.
Тангенциальный ввод используется для повышения термоизоляции плазмы. Газ подается в разрядную камеру по специальным каналам, в результате чего образуется газовый вихрь, обдувающий столб дуги и генерируемую плазменную струю. Слой холодного газа под действием центробежных сил располагается у стенки, предохраняя её от контакта с дугой.
Плазмотроны с тангенциальным вводом газа, в отличие от аксиального, имеют больший термический КПД; более высокую эффективность преобразования электрической энергии в тепловую; хорошую пространственную стабилизацию разряда.
К недостаткам данного способа относятся: образование вихревой плазменной струи с повышенным рассеиванием мощности; сложности ввода исходного материала в плазменный поток; невозможность получения ламинарных потоков; высокий уровень шума.
Распределённый ввод во многом аналогичен аксиальному вводу газа. В этом случае повышается термоизоляция плазмы от стенок канала и возможно создание плазмотронов с высоким термическим КПД (более 80 %). Длина дуги может быть значительно увеличена, и в связи с этим достигнута необходимая мощность плазмотронов при высоких напряжениях и низких токах дуги.
Недостатками данного способа являются: усложнение конструкции плазмотрона; трудность равномерного распределения газа по сечению разрядного канала; низкое теплосодержание потока плазмы в связи с большим расходом газа.
Транспирационный ввод – это способ ввода газа через пористую стенку. При этом имеет место интенсивное взаимодействие газа со стенкой. Поэтому разрядные каналы с пористыми стенками обеспечивают высокий термический КПД более 90 %. Кроме того обеспечивается равномерность ввода газа в дугу и улучшается её стабилизация.
4. Устройство плазмотронов
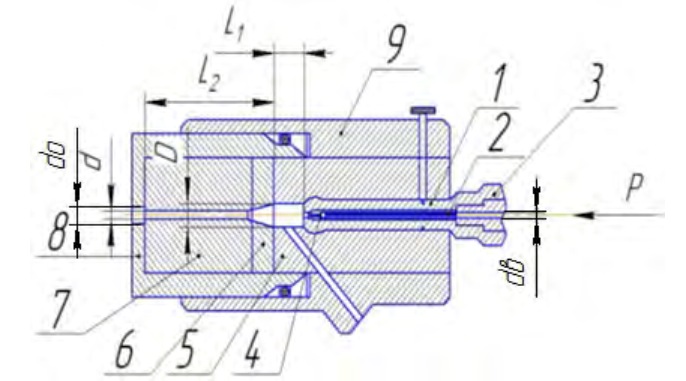
Плазмотрон – это устройство, предназначенное для генерации плазмы. Применяется множество конструкций плазмотронов, схема одного из них представлена на рисунок 3.
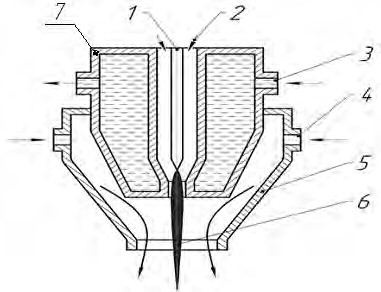
Рисунок 3 – Схема конструкции плазмотрона: 1 – электрод; 2 – вход плазмообразующего газа; 3 – водяное охлаждение; 4 – вход защитного газа; 5 – сопло; 6 – факел плазмы; 7 – корпус
Для каждой конструкции плазматрона существует вполне определённая конструкция дуговой камеры. Различают конструктивные и технологические параметры плазмотронов.
К конструктивным параметрам относятся:
- диаметр канала плазмотрона;
- длина канала плазмотрона;
- форма разрядной области;
- угол оформляющей части входного электрода;
- диаметр, длина, угол раскрытия выходного электрода;
- расстояние между рабочей поверхностью входного электрода и входной частью канала.
К технологическим параметрам относятся:
- ток дуги;
- расход плазмообразующей среды;
- способ ввода плазмообразующей среды в плазмотрон;
- КПД плазмотрона.
Электроды плазмотрона по типу и конструкции зависят от состава плазмообразующей среды. В качестве материала для электродов, работающих в окислительных средах, используют гафний, так как его соединения обладают высокими эмиссионными свойствами, устойчивы к термическим колебаниям токового и газового режимов, а так же условиям охлаждения.
Теплофизические константы гафния и его соединений существенно ниже соответствующих теплофизических констант вольфрама – теплопроводность в три – четыре раза, а температура плавления – в два раза.
Электроды, работающие с нейтральными газами, чаще всего изготавливают из вольфрама. Преимущественно используется вольфрам, легированный окислами лантана и иттрия. Эти добавки существенно улучшают эмиссионные свойства вольфрама, повышая ресурс работы катода и надёжность плазмотрона.
Сопло является основным элементом плазмотрона, определяющим его технические характеристики и ресурс работы.
Назначение сопла – формирование геометрических и энергетических параметров дуги.
Сопло выполняет так же роль электрода, обеспечивающего зажигание вспомогательной дуги. С её помощью осуществляется переход к возбуждению основной дуги, горящей между электродом плазмотрона и обрабатываемым изделием. К основным параметрам сопла относятся диаметр и высота канала, геометрия дуговой камеры плазмотрона. Диаметр и высота канала сопла устанавливаются в зависимости от величины рабочего тока, состава и расхода плазмообразующего газа. При этом находят наиболее благоприятные сочетания таких показателей, как технологические возможности и надежность работы плазмотрона, т. е. стойкость сопла и электрода.
5. Плазменная резка
Плазменная резка широко применяется для обработки конструкционных сталей всех марок толщиной 1-40 мм; коррозионностойких высоколегированных сталей толщиной 3-70 мм; алюминия и его сплавов толщиной 3-80 мм; меди и её сплавов толщиной 2-70 мм.
Процесс резки состоит в проплавлении мощным дуговым разрядом, локализованном на малом участке поверхности разрезаемого металла, с последующим удалением расплавленного металла из зоны реза высокоскоростным газовым потоком.
Струя плазмы формируется путём обжатия столба дуги в канале сопла. Под воздействием стенок канала сопла и струи плазмообразующего газа столб дуги сжимается, его поперечное сечение уменьшается, а температура в центральной части столба повышается до 10000-50000 ºС. В результате внутренний слой газа, соприкасающийся со столбом дуги, превращается в плазму, а наружный слой, обтекающий стенки канала сопла, остается сравнительно холодным, образуя электрическую и тепловую изоляцию между потоком плазмы и поверхностью сопла. Этот охлаждённый слой газа препятствует отклонению столба дуги от заданного направления и замыкания его на стенку канала сопла.
Напряжение сжатой дуги соответствует 60-200 В, что в 3-10 раз больше, чем в свободной дуге. Плотность тока сжатой дуги достигает 100 А/мм2 , т. е. на порядок больше, чем у свободной, а удельная мощность достигает 2 · 106 Вт/см2.
Процесс плазменной резки, как правило, сопровождается водяной защитой (рис. 4). При этом используют резку листов, уложенных над поверхностью или на поверхности воды (а, б), погруженных в воду (в). Возможны сочетания одной из схем (а–г) с круговой водяной защитой. В этих условиях вода улучшает санитарногигиенические условия процесса; обеспечивает повышение качества кромок вырезаемых изделий; способствует снижению тепловых деформаций материала; поглощаются водой вредные выделения.
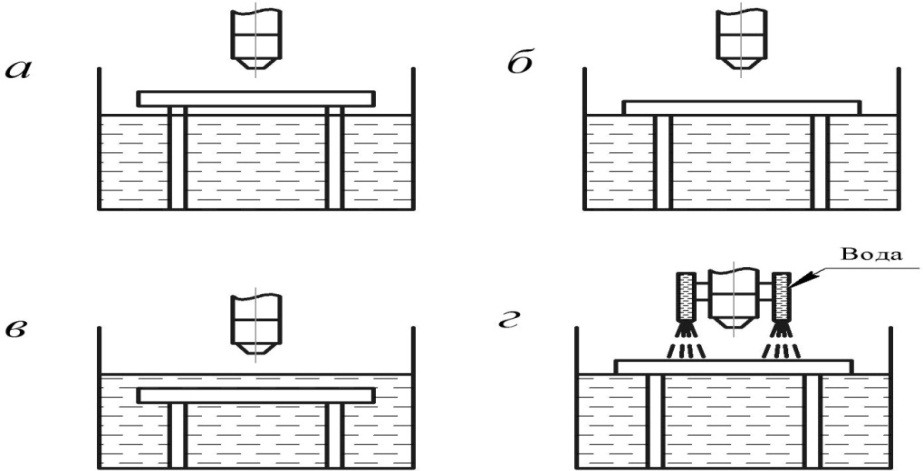
Рисунок 4 – Схемы плазменной резки с водяной защитой
На процесс плазменной резки оказывает влияние множество технологических факторов: сила тока, напряжение дуги, скорость резки, расход плазмообразующего газа, скорость его истечения из сопла, диаметр и длина канала сопла, плотность разрезаемого металла и др.
При резке углеродистых и низколегированных сталей толщиной 6-30 мм, исходя из нормальной стойкости электродов (около 2 ч горения дуги), силу тока дуги обычно выбирают в пределах 270±30 А. Уменьшение силы тока снижает скорость резки, увеличение – заметно ускоряет износ электродов.
Сила тока и напряжение режущей дуги не равноценны по интенсивности влияния на скорость резки. Экспериментально установлено, что повышение напряжения более эффективно влияет на скорость резки, чем увеличение силы тока.
Возбуждение дуги происходит при слабом потоке плазмообразующего газа при его расходе 3-5 л/мин. Повышение расхода сверх рекомендуемого приводит к обрыву дуги. Если расход слишком мал, плазменную дугу, горящую внутри резака, не удается выдуть наружу из сопла, или она столь коротка, что её длины не хватает для создания токопроводящего мостика между электродом и металлом. В этом случае режущая дуга не возникает.
После возбуждения дуги увеличение расхода плазмообразующего газа (60-90 л/мин) приводит к обжатию плазменного столба дуги, ширина реза уменьшается, скорость реза увеличивается, напряжение дуги повышается.
Ширину реза устанавливают с учетом суммарного воздействия ряда факторов: диаметра сопла, силы тока, скорости резки, состава и расхода плазмообразующего газа, расстояния от нижнего среза сопла до поверхности разрезаемого металла. В первом приближении ширину реза на верхней кромке можно принимать равной двум диаметрам сопла. Для обеспечения надежной работы при силе тока примерно 300 А и разрезаемой толщине 3-10 мм целесообразно использовать сопла диаметром 1-2 мм. Для стали толщиной 10-30 мм целесообразно использовать сопла диаметром 3 мм, для стали толщиной 31-50 мм применяют сопла с большим диаметром.
В таблице 1 приведены рекомендуемые режимы резки углеродистых и низколегированных сталей толщиной 6-30 мм. При этом сила тока составляет 270±30 А, расход газа 80-90 л/мин, расстояние от резака до поверхности металла 10-12 мм, ширина реза по нижней кромке 3-3,5 мм.
Таблица 1 – Параметры режимов плазменной резки углеродистых и низколегированных сталей
| Параметр | Толщина разрезаемой стали, мм | |||||||
| 6 | 8 | 10 | 12 | 14 | 16 | 20 | 30 | |
| Скорость резки, см/с | 5-5,1 | 4-,1 | 3,15-3,3 | 2,8-3,0 | 2,5-2,65 | 2,16-2,33 | 1,66-1,83 | 1,0-1,1 |
| Напряжение дуги, В | 140-145 | 145-150 | 150-155 | 155-160 | 160-165 | 160-165 | 165-170 | 170-175 |
Алюминий и его сплавы относятся к материалам, для которых применение плазменной резки наиболее эффективно, так как высокая скорость резки сочетается с хорошим качеством реза.
Наиболее полную защиту расплавленного алюминия от окисления и насыщения водородом достигают при использовании аргона в качестве плазмообразующего газа. Преимуществом аргона является так же способность поддерживать плазменную дугу при небольших напряжениях и малой силе тока. Аргоновую плазму обычно применяют при ручной резке листов из алюминиевых сплавов сравнительно небольшой толщины (до 12-20 мм). Недостаток аргоновой плазмы – относительно малая проплавляющая способность дуги и, как следствие скорость резки меньше, чем при использовании других плазмообразующих газов.
Скорость резки можно существенно повысить за счет добавки к аргону водорода. Аргона-водородные смеси, содержащие 35-50 % водорода, обеспечивают минимальную шероховатость реза. По мере увеличения толщины разрезаемого металла рекомендуют увеличивать содержание водорода в смеси, доводя его до 60-80% при толщине 80- 100 мм. Для резки алюминиево-марганцевых сплавов и сплавов типа дуралюмина используют смеси с меньшим содержанием водорода, а так же азотно-водородные смеси.
Ориентировочные параметры режимов плазменной резки алюминиевых сплавов с применением аргона, азота, водорода приведены в таблице 2.
Таблица 2 – Ориентировочные параметры режимов плазменной резки алюминиевых сплавов
| Толщина металла, мм | Диаметр сопла, мм | Сила тока, А | Напряжение на дуге, В | Мощность, кВт | Расход газа, л/мин | Скорость резки мм/с | |
| аргона/ азота | водорода | ||||||
| 15 | 35 | 250 | 140-160 | 40 | 12/24 | 8,5 | 17 |
| 30 | 180-200 | 18 | 10 | ||||
| 50 | 5 | 450 | 160-180 | 50 | 24 | 18 | 7,5 |
| 80 | 30 | 24 | 7,0 | ||||
Медь и медные сплавы характеризуются высокой теплоемкостью и теплопроводностью. Поэтому при их резке используют более мощные дуги, чем при резке стали. В качестве плазмообразующего газа применяют воздух и азотно-водородные смеси с высоким содержанием водорода.
Титан и его сплавы хорошо подвергаются резанию плазменной дугой. Наибольшая производительность достигается при использовании воздуха и кислорода в качестве плазмообразующего газа. При резке воздушной плазмой кромки реза на глубине 0,1–0,2 мм содержат в 1,5 раза больше кислорода, чем основной металл, в 7–10 раз больше азота, в 4-8 раз больше водорода. Поэтому кромки титановых заготовок после плазменной резки подлежат механической обработке.
6. Плазменная сварка
Свойство плазменной дуги глубоко проникать в металл используется для сварки достаточно толстых (10-15 мм) металлов без предварительной разделки кромок и присадочного материала.
В качестве плазмообразующего газа обычно применяют аргон или его смеси с водородом или гелием, а для защиты металла сварочной ванны от окисления при сварке легированной стали, меди, никеля и сплавов на его основе – смесь аргона с 5-8 % водорода. При сварке низкоуглеродистой и низколегированной стали в качестве защитного газа можно применять углекислый газ.
Расход плазмообразующего газа устанавливают таким образом, чтобы истечение плазмы из сопла не было турбулентным, а силовое воздействие плазменной струи на поверхность сварочной ванны не приводило к разбрызгиванию расплавленного металла.
Плазменной дугой сваривают листы толщиной до 9,5 мм встык без разделки кромок и присадочного металла. В ряде случаев успешно
сваривают за один проход листы толщиной до 13 мм. При сварке листов толщиной до 25 мм требуется Vили U-образная подготовка кромок. При плазменно-дуговой сварке количество присадочного металла снижается примерно в 3 раза. Наибольшее преимущество сварки плазменной дугой проявляется при соединении толстых листов без разделки кромок и использования присадочного металла.
Плазменно-дуговая сварка может быть выполнена практически в любом пространственном положении. Режимы сварки плазменной дугой некоторых металлов и сплавов приведены в таблице 3.
Таблица 3 – Режимы сварки плазменной дугой стыковых соединений без присадочного металла
| Металл | Толщина
листов, мм |
Скорость
сварки, м/мин |
Диаметр
сопла, мм |
Параметры дуги | Плазмообразующий газ | Фокусирующий и защитный газ | |||
| Сила
тока, А |
Напряжение,
В |
Состав | Расход,
м3/ч |
Состав | Расход,
м3/ч |
||||
| Коррозионностойкая сталь | 2,4 | 0,97 | – | 160 | 31 | Ar+7,5% H2 | 0,14 | Ar+ 7,5% H2 | 0,99 |
| 3,2 | 0,61 | 145 | 32 | 0,28 | |||||
| 4,8 | 0,41 | 240 | 38 | 0,34 | 1,27 | ||||
| 6,4 | 0,36 | 0,5 | 1,41 | ||||||
| 12,7 | 0,19 | 2, 4 | 305 | 35 | Ar | 0,14 | 1,4 | ||
| Титан | 3,2 | 0,51 | – | 185 | 21 | 0,23 | Ar | 0,85 | |
| 4,8 | 0,38 | 190 | 26 | 0,34 | 1,27 | ||||
| 12,7 | 0,25
4 |
2, 4 | 285 | 38 | 0,113 | 0,85 | |||
| Инконель 600 | 3,5 | 0,4 | 180 | 27 | 0,34 | 1,13 | |||
| Низкоуглеродистая сталь | 6,4 | 0,25
4 |
305 | 35 | 0,057 | 1,4 | |||
| Алюминий | 85 | 27 | He+Ar | 0,085
+0,02 8 |
0,85 | ||||
Комбинированный процесс точечной плазменно-дуговой сварки. Дуговую точечную сварку нахлесточных соединений различных металлов и сплавов выполняют обычно плавящимся электродом с предварительным сверлением и зенковкой отверстий в верхнем листе. Диаметр отверстий превышает диаметр электрода не менее чем на 3-8 мм. Такая технология обеспечивает проплавление верхнего листа и уменьшение выпуклости электрозаклепочного шва.
Однако сверление отверстий увеличивает трудоемкость работ, производимых перед общей сборкой и сваркой металлоконструкций. Более технологичным представляется комбинированный процесс точечной сварки (рис. 5), предусматривающий свободное проплавление листов с использованием плазменной горелки 1 и последующую заварку полученных отверстий дугой с плавящимся электродом 2.
Расстояние от оси горелки мундштука с плавящимся электродом регулируют в диапазоне 30-100 мм. Питание плазменного и дугового разрядов осуществляют от раздельных источников 3 и 5, управляемых программируемым устройством 4.
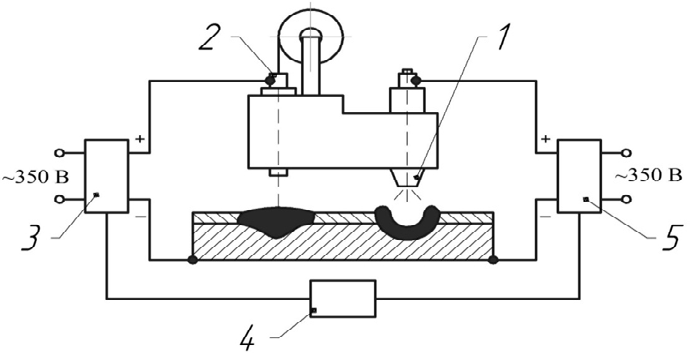
Рисунок 5 – Схема комбинированного процесса точечной плазменнодуговой сварки
Внешний вид точечных соединений, полученных комбинированным способом плазменно-дуговой сварки, характеризуется равномерным формированием швов, стабильной глубиной проплавления.
7. Плазменная наплавка
Наплавка относится к наиболее эффективным методам нанесения защитных и упрочняющих покрытий. Наплавку используют преимущественно для восстановления изношенных или повреждённых деталей машин. На многих производствах наплавка является обязательным технологическим процессом, который применяют при изготовлении новых изделий.
Корпуса атомных реакторов и химических установок, трубопроводная арматура, засыпные устройства доменных печей, буровой инструмент, клапаны двигателей внутреннего сгорания, шнеки экструдеров и другие изделия современного машиностроения не могут быть изготовлены без наплавки нержавеющими, износостойкими, жаропрочными или другими материалами с особыми эксплуатационными свойствами.
Изготовительная наплавка быстроизнашивающихся или наиболее тяжело нагруженных деталей позволяет увеличить срок их службы, избавить промышленность от необходимости производить большое количество запасных частей, повысить работоспособность и надежность машин, сократить расходы на их эксплуатацию. По этой причине применение изготовительной наплавки обеспечивает прогресс в различных отраслях машиностроения.
7.1. Плазменная наплавка проволокой
Плазменная наплавка осуществляется двумя способами: с боковой или осевой подачей присадочной проволоки. Присадочная проволока может быть токоведущей или нейтральной.
Принципиальная схема наплавки с боковой подачей токоведущей проволоки представлена на рисунке 6 а.
Дуга горит между вольфрамовым электродом и присадочной проволокой, подаваемой сбоку. Дуга между неплавящимся электродом и присадочной проволокой представляет собой независимый от изделия источник нагрева, что позволяет раздельно регулировать нагрев и плавление основного и присадочного металла.
Основной металл нагревается за счёт теплового воздействия струи плазмы и теплоты, переносимой каплями присадочного металла. Эффективная тепловая мощность такого источника нагрева зависит не только от силы тока электрической дуги, но и от расстояния между проволокой и поверхностью основного металла.
Так как энергия плазменной струи передается основному металлу через слой жидкого присадочного металла, то наплавку плазменной струей с токоведущей проволокой можно рассматривать как своеобразную заливку поверхности изделия перегретым присадочным металлом.
Этот способ наплавки обеспечивает высокую прочность соединения наплавленного и основного металлов.
Схема наплавки с боковой подачей нейтральной проволоки представлена на рисунке 6 б. С точки зрения нагрева основного металла плазменная дуга является более эффективным и более локальным тепловым источником, чем плазменная струя. Эффективный КПД нагрева основного металла плазменной дугой 50-75 %, а плазменной струёй 20-45 %.
При использовании этого способа плавления присадочного материала происходит за счёт теплоты, получаемой от столба дуги путем конвективного и лучистого теплообмена. Массовую скорость плавления определяют теплофизические и газодинамические параметры плазмы, их распределение по радиусу столба дуги и площади теплообмена.
В зависимости от этих факторов присадочная проволока может плавиться на различном расстоянии от оси дуги, начиная от точки ввода проволоки в столб дуги и кончая точкой выхода из него. В первом случае скорость плавления проволоки минимальна, во втором – максимальна для данного режима горения дуги. Массовая скорость плавления возрастает не только с увеличением длины нагреваемого участка проволоки, но и при увеличении её диаметра или замены проволоки лентой, что увеличивает поверхность теплообмена.
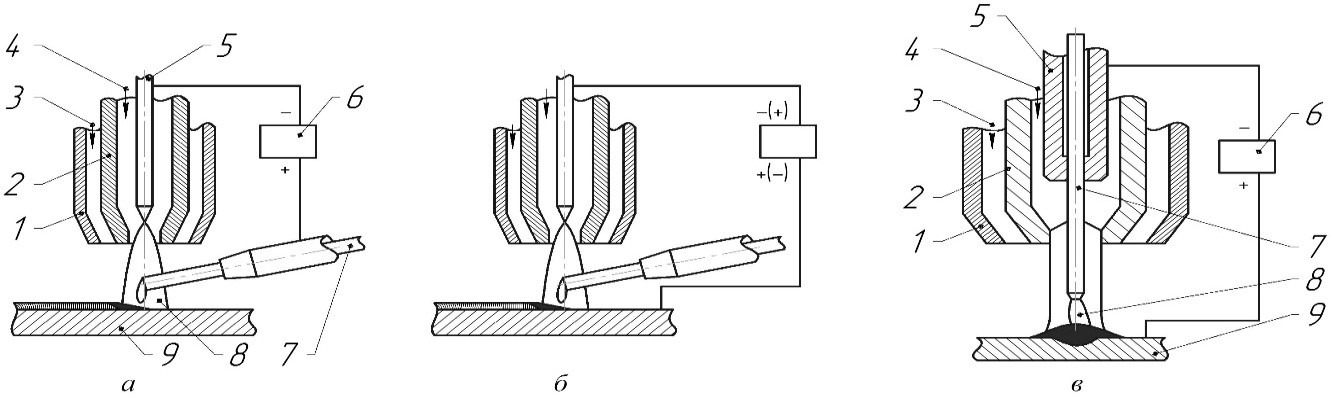
Рисунок 6 – Схемы плазменной наплавки с боковой присадочной проволокой (а, б) и осевой (в): 1 – защитное сопло; 2 – плазмообразующее сопло; 3 – защитный газ; 4 – плазмообразующий газ; 5 – электрод; 6 – источник питания дуги; 7 – проволока; 8 – плазменная дуга; 9 – изделие
Схема плазменной наплавки с осевой подачей токоведущей проволоки представлена на рисунке 6 в.
Процесс плазменной наплавки начинается с возбуждения электрической дуги, после чего в течение 0,1 с самопроизвольно возникает стабильная плазменная дуга между соплом и изделием.
В зависимости от силы тока дуги плавящейся проволоки возможны два вида переноса металла. При силе тока меньше некоторого критического значения столб дуги плавящегося электрода имеет цилиндрическую или слегка коническую форму, а перенос металла происходит каплями, движущимися вдоль оси дуги. Разбрызгивание отсутствует, однако глубина проплавленного основного металла значительна, так как тепловой поток дуги и капель сосредоточен на небольшой площади.
При больших тепловых потоках капельный перенос переходит во вращательно-струйный. Для него характерны большая длина расплавленной части электрода, изгиб её по спирали и вращение вокруг оси горелки. Например, конец стальной электродной проволоки диаметром 1,2 мм при силе тока 300 А описывает окружность диаметром около 8 мм.
Скорость вращения расплавленного конца электродной проволоки и дуги зависит от многих параметров режима (вылета электрода, силы тока и др.). Режимы наплавки с вращением дуги отличаются повышенной производительностью.
Достоинствами плазменной наплавки проволокой, определяющими возможные области её применения, являются: малая глубина проплавленного слоя основного металла, что важно в тех случаях, когда разбавление основного металла в наплавленном приводит к ухудшению свойств наплавленного металла; отсутствие при наплавке технических проблем, связанных с плохой отделяемостью шлаковой корки; этот способ находит широкое практическое применение при наплавке сплавов на основе цветных металлов.
7.2. Плазменно-порошковая наплавка
Плазменная наплавка с присадкой порошка в наибольшей степени отличается от других способов наплавки применяемыми материалами. Порошки могут быть получены практически из любого пригодного для наплавки материала, независимо от твердости, пластичности, степени легирования и других свойств. Применяют в качестве присадки порошки (гранулы) размером от 2,5–3,0 мм до тонко измельченных частиц размером до 0,1 мм.
Порошковый присадочный материал могут распределять на поверхность изделия непосредственно перед наплавкой или вводить в дугу в процессе наплавки. Ввод порошка в дугу может осуществляться внутри плазмотрона или вне его.
На рисунке 17 представлена схема наплавки по слою гранулированной присадки. Присадочный материал в гранулах размером 0,5-3,0 мм заранее насыпают равномерным слоем по наплавляемой поверхности с помощью специального устройства. Расплавляют присадочный материал плазмотроном, который совершает поперечные движения, в соответствии с шириной насыпанного слоя. Тяжёлые крупные гранулы не раздуваются дугой и защитным газом. Поэтому нет необходимости закреплять их на поверхности каким-либо связующим веществом.
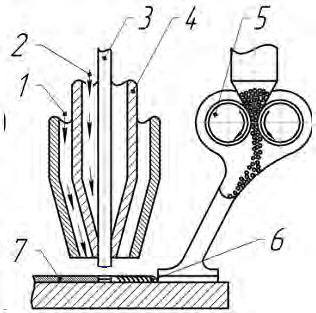
Рисунок 17 – Схема наплавки по слою гранулированной присадки: 1 – ввод защитного газа; 2 – ввод плазмообразующего газа; 3 – электрод; 4 – сопло; 5 – питатель подачи крупки; 6 – слой крупки; 7 – наплавленный металл
Недостатки процесса – сложность наплавки криволинейных или цилиндрических поверхностей; необходимость применения формирующих приспособлений при наплавке кромок; невозможность наплавки тонких слоёв.
Схема наплавки порошком с внутренним вводом представлена на рисунке 8 а. Порошок вводится в дугу под углом 25-80º через воронкообразную щель между коническими поверхностями внутреннего и наружного сопел. В этом случае двухфазный поток транспортирующего газа и порошка концентричен дуге. Поэтому он не только смешивается, но и повышается его стабильность.
Дуга косвенного действия горит между электродом и внутренним соплом и служит, в основном, для обеспечения устойчивой работы плазмотрона. Роль её в нагреве порошка незначительна. Более мощная дуга прямого действия обеспечивает необходимый нагрев поверхности изделия, плавление присадочного металла и образование сварочной ванны.
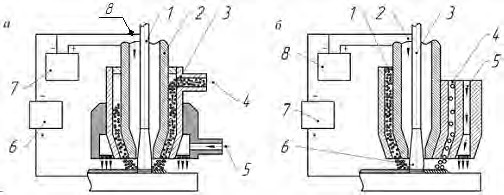
Рисунок 8 – Схемы плазменной наплавки с вводом присадочного порошка в дугу внутри плазмотрона (а) и снаружи (б): а) 1 – электрод; 2, 3 – соответственно внутреннее и наружное сопла; 4 – ввод присадочного порошка транспортирующим газом; 5 – ввод защитного газа; 6, 7 – соответственно источники питания дуг прямого и косвенного действия; 8 – ввод плазмообразующего газа; б) 1 – ввод присадочного порошка транспортирующим газом; 2 – ввод плазмообразующего газа; 3 – электрод; 4 – ввод дополнительного присадочного порошка; 5 – ввод защитного газа; 6 – плазменная дуга; 7, 8 – источники питания соответственно дуг прямого и косвенного действия
При плазменной наплавке с внешней подачей присадочного порошка (рис. 8 б), последний подают в зону наплавки через отверстие в торцах плазмотрона. При наплавке композиционных сплавов дополнительный канал служит для подачи упрочняющих частиц карбида вольфрама. Канал расположен сзади дуги и имеет угол, обеспечивающий попадание зерен карбида в сварочную ванну, минуя дугу. Это позволяет устранить или уменьшить их растворение в расплаве. Сварочная ванна образуется за счёт расплавления основного металла; защитного покрытия, нанесенного на зёрна карбида вольфрама; порошка сплава-связки, который подают вместе с карбидом либо отдельно от него по боковым каналам. В любом случае, наплавленный металл имеет гетерогенную структуру, состоящую из относительно легкоплавкой матрицы и нерасплавившихся зерен карбида.
Плазменно-порошковая наплавка обладает всеми достоинствами плазменной наплавки проволокой. Кроме того, применение в качестве присадочного материала порошка, который может быть получен практически из любого сплава, значительно расширяет круг сплавов, наплавляемых механизированными способами. Стоимость порошков на 10-30% ниже стоимости прутков и проволоки аналогичного состава. Качество порошков, в частности, их химический состав, контролировать легче, чем качество порошковой проволоки. Порошки можно смешивать для получения требуемого состава.
Важными достоинствами плазменной наплавки порошком является небольшая толщина слоя (при необходимости) и хорошее его формирование, благодаря чему снижаются расход наплавочных материалов и трудоёмкость механической обработки наплавленных изделий.