Изобретение метода электростатической окраски – результат многочисленных лабораторных экспериментов, которые в течение нескольких лет проводил американский ученыйпрактик Гаральд Рансбург. В 1941 г. Рансбург запатентовал первый электростатический краскораспылитель.
Принцип метода. Главный принцип электростатической окраски заключается в том, что жидкий лакокрасочный материал (ЛКМ), соприкасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получает высоковольтный отрицательный заряд (60–100 кВ), и после распыления его частицы направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля, возникающим между краскораспылителем и изделием (рис. 1).
Рис. 1. Заряженные частицы ЛКМ движутся к окрашиваемому изделию по силовым линиям электростатического поля
Образование дисперсии. Образование дисперсии ЛКМ происходит в зависимости от разновидности рассматриваемого метода, а именно:
- воздействия на материал потока сжатого воздуха (пневматическое электростатическое распыление);
- прохождения материала под высоким давлением через щелевидное сопло (безвоздушное и комбинированное электростатическое распыление);
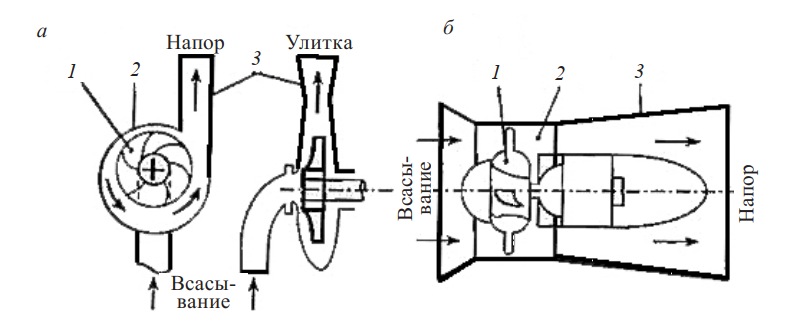
- распыления материала под воздействием центробежных сил (электростатическое распыление чашечными дисковыми распылителями).
Формирование факела. Окрасочный факел формируется за счет взаимного отталкивания одноименно заряженных частиц ЛКМ. Кроме того, силы электростатического поля направляют движение заряженных частиц ЛКМ, препятствуя образованию красочного тумана, и способствуют повышению коэффициента переноса материала на окрашиваемое изделие до 70–98 % (рис. 2).
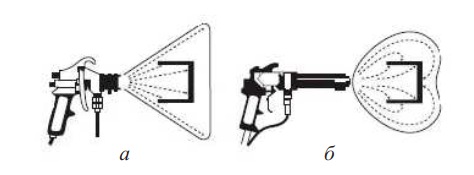
Рис. 2. Электростатическое поле направляет движение частиц ЛКМ, препятствуя образованию красочного тумана: а — традиционное распыление; б — электростатическое распыление
Кроме экономии материала, электростатическая окраска во многом облегчает и ускоряет процесс нанесения ЛКМ. Например, при окраске труб традиционным способом потребовалось бы переворачивать изделие 3–4 раза, чтобы равномерно прокрасить его со всех сторон, а при использовании электростатической окраски нанести ЛКМ можно в один проход, поскольку частицы будут двигаться по изогнутым линиям электростатического поля, огибая трубу со всех сторон.
Сравнение электростатических и традиционных краскораспылителей. Общими чертами электростатических и традиционных краскораспылителей можно считать принципы диспергирования, а главными отличиями — наличие электрода, заряжающего ЛКМ, и высоковольтной системы, обеспечивающей наличие электрического тока на этом электроде.
Кроме этих принципиальных отличий в конструкции краскораспылителей следует также отметить, что корпус традиционных краскораспылителей, как правило, изготовляется из стали или алюминия, а электростатических — обычно выполняется из сочетания изолирующих и токопроводящих пластиков, для того чтобы максимально защитить маляра от поражения током.
Электростатический краскораспылитель (рис. 3) выполнен в виде эпоксидного корпуса 4 с алюминиевой ручкой 13. Алюминиевая распылительная чаша 6 вращается электродвигателем 1, который закрыт кожухом 2. Высокое напряжение подается по кабелю 9 к распылительной чаше через ограничительный резистор 7 и бронзовую втулку 5. Валик электродвигателя электрически изолирован валиком
3 от чаши, находящейся под высоким напряжением. Краска из дозатора подается к корпусу клапана 15, откуда по трубке 8 поступает в алюминиевую распылительную чашу. Расход краски регулируют перемещением иглы 14 клапана с помощью гайки 10. При нажатии на курок 12 срабатывает микровыключатель 11, замыкающий цепь подачи высокого напряжения на чашу.
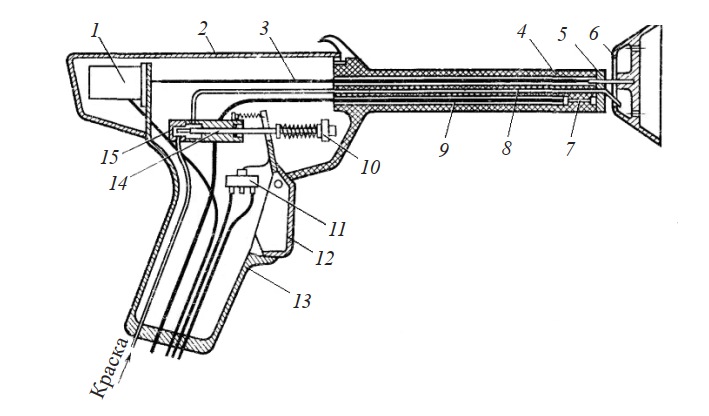
Рис. 3. Схема электростатического краскораспылителя
Типы высоковольтных систем электростатических краскораспылителей. Различают два типа систем электростатических краскораспылителей: классическую и каскадную.
В классических (внешних) высоковольтных системах высокое напряжение постоянного тока подается непосредственно на краскораспылитель от трансформатора (источника высокого напряжения) при помощи высоковольтного кабеля.
Достоинства классической системы:
- простота конструкции;
- отсутствие электронных элементов в корпусе краскораспылителя;
- сравнительно малая масса;
- встроенная защита от короткого замыкания;
- меньшая стоимость;
- хорошая ремонтопригодность.
Недостатки классической системы:
- нестабильность высокого напряжения на электроде;
- громоздкий высоковольтный питающий кабель;
- отсутствие независимого выключателя электрического питания на краскораспылителе.
В каскадных (встроенных) высоковольтных системах высокое напряжение постоянного тока генерируется на специальном каскаде, встроенном в краскораспылитель (рис. 4).
При этом напряжение постоянного тока до 12 В подается на краскораспылитель при помощи низковольтного кабеля, а затем преобразуется на каскаде в высокое напряжение постоянного тока.
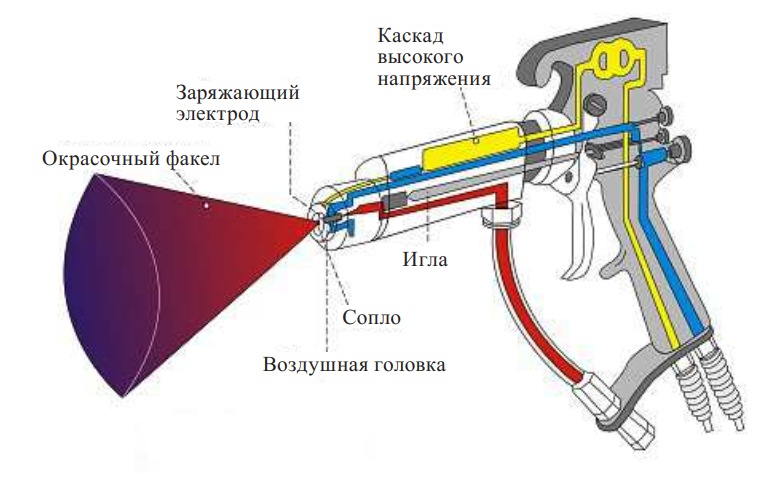
Рис. 4. Электростатический краскораспылитель с каскадной высоковольтной системой
Достоинства каскадной системы:
- стабильность высокого напряжения на электроде и связанная с этим равномерность зарядки материала, обеспечивающая высокий коэффициент переноса;
- подача электроэнергии на краскораспылитель при помощи тонкого гибкого низковольтного кабеля;
- наличие встроенного в краскораспылитель регулятора высокого напряжения и независимого выключателя электрического питания.
Недостатки классической системы:
- наличие электронных элементов в корпусе краскораспылителя и связанная с этим его высокая стоимость;
- сравнительно большая масса краскораспылителей.
Электростатические краскораспылители по приводу делятся на ручные и автоматические.
Ручные:
- пневматические;
- комбинированные и безвоздушные;
- чашечные низкооборотные.
Автоматические:
- пневматические;
- комбинированные и безвоздушные;
- дисковые высокооборотные.
Принцип работы чашечных и дисковых электростатических краскораспылителей. Первичное распыление ЛКМ при использовании пневматических, комбинированных и безвоздушных электростатических краскораспылителей происходит точно так же, как и в соответствующих традиционных краскораспылителях, поэтому у них общие области применения, а наличие электростатического поля позволяет повысить коэффициент переноса материала до 70–90 %.
Иначе происходит процесс нанесения ЛКМ с помощью чашечных и дисковых электростатических краскораспылителей: в этом случае заряженный ЛКМ распыляется исключительно под воздействием центробежных сил, возникающих при вращении с высокой скоростью чашки или диска, расположенных на краскораспылителе и приводимых в движение сжатым воздухом, а затем переносится на изделие исключительно силой электростатического поля, что гарантирует перенос материала до 90–98 %.
Следует отметить, что ручные чашечные низкооборотные краскораспылители (скорость вращения чашки до 600 об/мин), несмотря на максимальный для всех способов распыления коэффициент переноса материала, достигающий 95–98 %, не нашли применения в условиях серийного и массового производства из-за низкой производительности (до 200 мл/мин), а используются в основном для мелкосерийной ручной окраски решетчатых металлоконструкций, поскольку в этом случае трудно найти другой, более экономичный способ качественного нанесения ЛКМ.
Характерной особенностью высокооборотных дисковых краскораспылителей является то, что для сужения факела ЛКМ, созданного быстровращающимся диском (скорость вращения диска – до 60 тыс. об/мин), используется поддув сжатого воздуха по всей периферии факела. Данный тип электростатических краскораспылителей благодаря высокой производительности и экономичности работы (коэффициент переноса материала достигает 90 %) широко используется при конвейерной окраске кузовов автомобилей и их комплектующих, бытовой техники и металлической мебели (рис. 5).
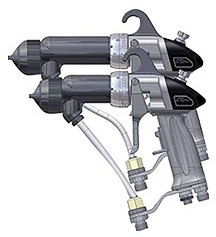
Рис. 5. Дисковый высокооборотный краскораспылитель
Особенности и ограничения метода. Главной отличительной чертой электростатической окраски является наличие в системе высокого напряжения, а главное преимущество метода состоит в высоком переносе материала на изделие, достигающем 70–98 %.
Однако несмотря на очевидные достоинства электростатической окраски, этот метод имеет ряд ограничений.
Ограничение первое — свойства ЛКМ. Для того чтобы ЛКМ мог должным образом зарядиться на электроде, его сопротивление должно быть не менее 30 кОм, иначе эффективность окраски в электростатическом поле резко снизится. Примером ЛКМ с низким сопротивлением являются материалы, в состав которых входит большое количество металлических пигментов, например эмали с эффектом «металлик».
До недавнего времени практически невозможно было использовать метод электростатического распыления для нанесения водоразбавляемых материалов, поскольку существовала опасность возникновения короткого замыкания вследствие высокой электропроводности воды. Однако новое поколение оборудования для подачи и нанесения ЛКМ в электростатическом поле благодаря специальному исполнению каждого компонента позволяет наносить как традиционные, так и водоразбавляемые материалы (рис. 6).

Рис. 6. Современное окрасочное оборудование
Ограничение второе – свойства окрашиваемой поверхности.
Существуют также определенные сложности при окраске нетокопроводящих изделий, например из пластиков или древесины. Однако и в этом случае можно найти приемлемые решения. Например, на пластик можно нанести традиционными способами токопроводящий грунт, а древесину, предварительно увлажненную, окрашивают с помощью электростатического метода.
Ограничение третье — форма окрашиваемого изделия. Так как заряженные частицы ЛКМ движутся по силовым линиям электростатического поля, напряженность которого в замкнутом токопроводящем контуре (рис. 7) равна нулю, то частицы ЛКМ не попадают внутрь карманов или глубоких впадин, поскольку там электрическое поле не существует, и оседают на других частях этого изделия. Для того чтобы окрасить труднодоступные места (именуемые контуром Фарадея), рекомендуется отключить подачу электрического тока, превратив на время электростатический краскораспылитель в традиционный пневматический или безвоздушный.
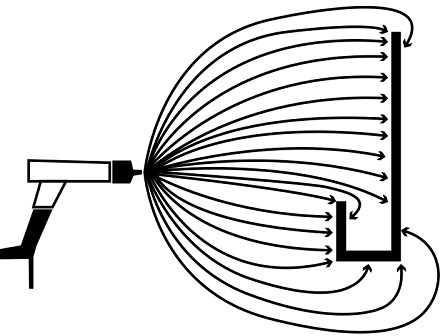
Рис. 7. Замкнутый токопроводящий контур
С другой стороны, на кромках и выступах напряженность электростатического поля будет максимальной, поэтому в этих местах возможно образование покрытий с толщиной больше средней.
Окрасочные установки для нанесения ЛКМ в электростатическом поле. В состав установки для нанесения ЛКМ в электростатическом поле (рис. 8), как правило, входят следующие элементы:
- краскораспылитель;
- источник высокого напряжения;
- воздушные и материальные шланги;
- питающий электрический кабель;
- кабели заземления;
- устройство подачи ЛКМ на краскораспылитель – диафрагменный или поршневой насос во взрывозащищенном исполнении.
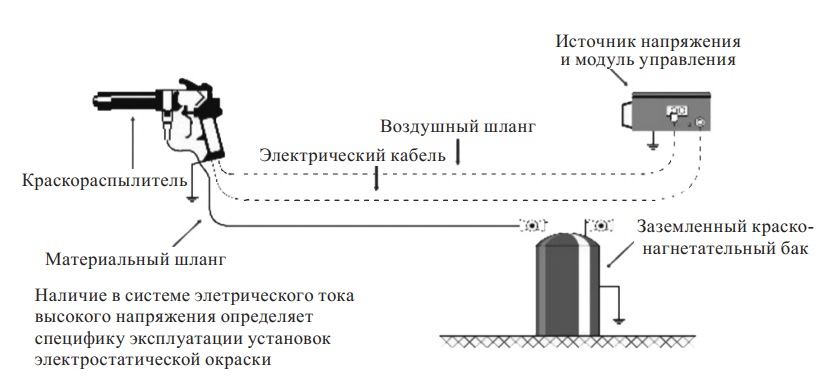
Рис. 8. Установка электростатической окраски
Наличие в системе электрического тока высокого напряжения обязывает строго соблюдать правила техники безопасности и тщательно заземлять основные элементы установки.
При работе вне помещения (например, при окраске крупногабаритных металлоконструкций) вместо источника высокого напряжения используют мобильный пневматический генератор электрического тока постоянного напряжения, который позволяет работать автономно от сетей электропитания.