1. Основные принципы технического нормирования и стандартизации
Система технического нормирования и стандартизации – совокупность технических нормативных правовых актов в области технического нормирования и стандартизации, субъектов технического нормирования и стандартизации, а также правил и процедур функционирования системы в целом.
Стандартизация – деятельность по установлению технических требований в целях их всеобщего и многократного применения в отношении постоянно повторяющихся задач, направленная на достижение оптимальной степени упорядочения в области разработки, производства, эксплуатации, хранения, перевозки, реализации и утилизации продукции или оказания услуг.
Техническое нормирование – деятельность по установлению обязательных для соблюдения технических требований, связанных с безопасностью продукции, процессов ее разработки, производства, эксплуатации (использования), хранения, перевозки, реализации и утилизации продукции или оказания услуг.
Объекты технического нормирования и стандартизации – продукция, процессы ее разработки, производства, эксплуатации (использования), хранения, перевозки, реализации и утилизации или оказание услуг.

Цели технического нормирования и стандартизации:
- защита жизни, здоровья и наследственности человека, имущества и охраны окружающей среды;
- повышение конкурентоспособности продукции (услуг);
- техническая и информационная совместимость, а также взаимозаменяемость продукции;
- единство измерений;
- национальная безопасность;
- устранение технических барьеров в торговле;
- рациональное использование ресурсов.
Принципы технического нормирования и стандартизации:
- обязательность применения технических регламентов;
- доступность технических регламентов, технических кодексов и государственных стандартов, информации о порядке их разработки, утверждения и опубликования для пользователей и иных заинтересованных лиц;
- приоритетное использование международных и межгосударственных (региональных) стандартов;
- использование современных достижений науки и техники;
- обеспечение права участия юридических и физических лиц, включая иностранные, и технических комитетов по стандартизации в разработке технических кодексов, государственных стандартов;
- добровольное применение государственных стандартов.
Нормативные документы по стандартизации:
В соответствии с новой системой технического нормирования и стандартизации к техническим нормативным правовым актам в области технического нормирования и стандартизации относятся:
- технические регламенты;
- технические кодексы установившейся практики;
- государственные стандарты;
- стандарты организаций;
- технические условия.
2. Методические основы технического нормирования и стандартизации

Стандартизация – это не только вид деятельности, но и комплекс методов, позволяющих достигнуть оптимального решения повторяющейся задачи и узаконить его в качестве норм и правил.
Упорядочение объектов стандартизации – упорядочение прежде всего означает сокращение разнообразия.
Результатом работ по упорядочиванию являются ограничительные перечни комплектующих изделий для конечной готовой продукции, типовые формы технических и управленческих документов и т. д.
Систематизация объектов стандартизации – заключается в научно обоснованном последовательном классифицировании совокупности конкретных объектов стандартизации. Примером систематизации продукции является классификатор промышленной и сельскохозяйственной продукции.
Селекция объектов стандартизации – заключающаяся в отборе таких конкретных объектов, которые признаются целесообразными для дальнейшего производства и применения в общественном производстве.
Типизация объектов стандартизации – деятельность по созданию типовых (образцовых) объектов-конструкций, технологических правил, форм документации.
Оптимизация объектов стандартизации деятельность, заключающаяся в нахождении главных оптимальных параметров (параметров назначения), а также значений всех других показателей качества и экономичности.
Симплификация объектов стандартизации – деятельность, заключающаяся в определении таких конкретных объектов, которые признаются нецелесообразными для дальнейшего производства и применения в общественном производстве.
Унификация продукции – это деятельность по рациональному сокращению числа типов деталей, агрегатов одинакового функционального назначения.
Агрегатирование – это метод создания машин, приборов и оборудования из отдельных стандартных унифицированных узлов, многократно используемых при создании различных изделий на основе геометрической и функциональной взаимозаменяемости.
Степень унификации характеризуется уровнем унификации продукции – насыщенностью продукции унифицированными, в том числе стандартизированными, деталями, узлами и сборочными единицами.
Одним из показателей уровня унификации является коэффициент применяемости (унификации) Кп, который вычисляют по формуле
![]()
где n – общее число деталей в изделии, шт.; n0 – число оригинальных деталей (разработаны впервые), шт.
Комплексная стандартизация – осуществляются целенаправленное и планомерное установление и применение системы взаимоувязанных требований как к самому объекту комплексной стандартизации в целом, так и к его основным элементам в целях оптимального решения конкретной проблемы.
Опережающая стандартизация – заключается в установлении повышенных по отношению к уже достигнутому на практике уровню норм и требований к объектам стандартизации, которые согласно прогнозам будут оптимальными в последующее время.
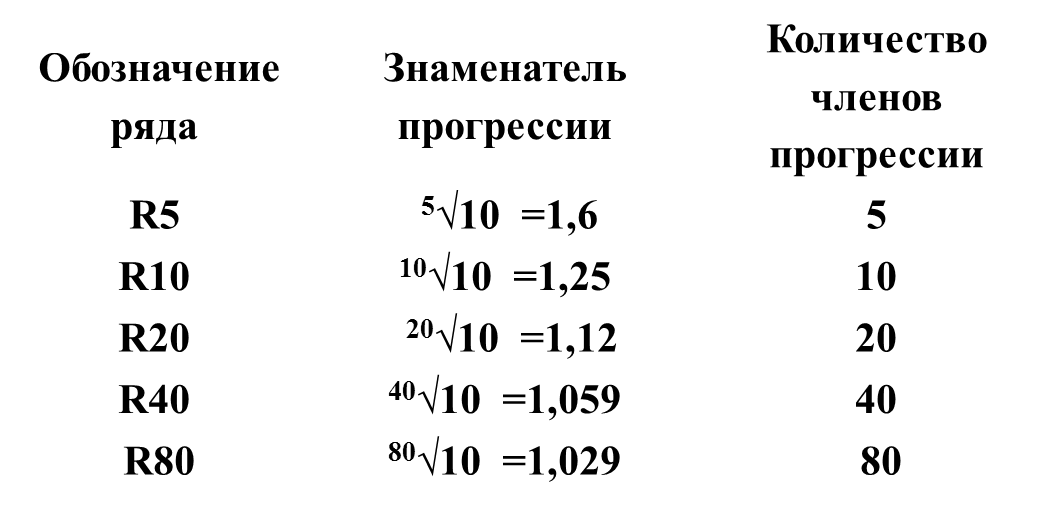
Параметрическая стандартизация – это когда параметрические ряды машин, приборов, тары рекомендуется строить согласно системе предпочтительных чисел, изменяющихся в геометрической прогрессии.
- размерные параметры (размер одежды, обуви, емкость посуды);
- весовые параметры (масса отдельных видов инвентаря);
- параметры, характеризующие производительность машин и приборов (скорость движения);
- энергетические параметры (мощность двигателя).
В стандартизации применяют ряды чисел, члены которых являются членами арифметической или геометрической прогрессий
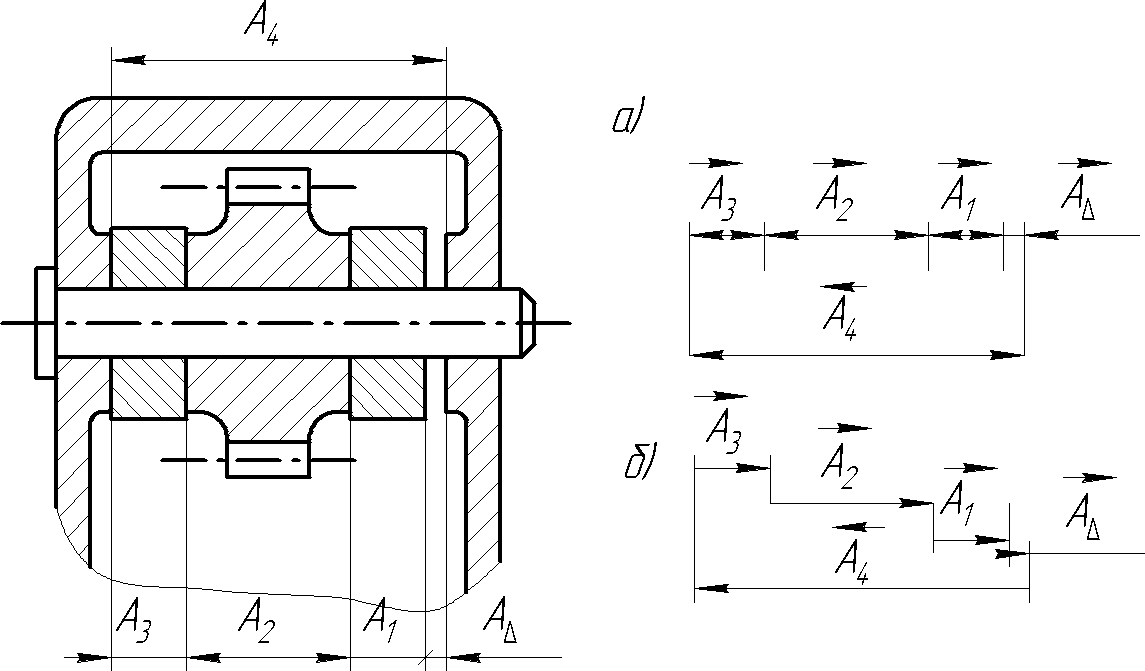
3. Нормирование точности и взаимозаменяемость
Взаимозаменяемость – это свойства изготовленных изделий, обеспечивать возможность использования при сборке одного изделия вместо другого без дополнительной обработки (пригонки) с сохранением заданного качества изделия, в состав которого он входит, работоспособного состояния и надежности.
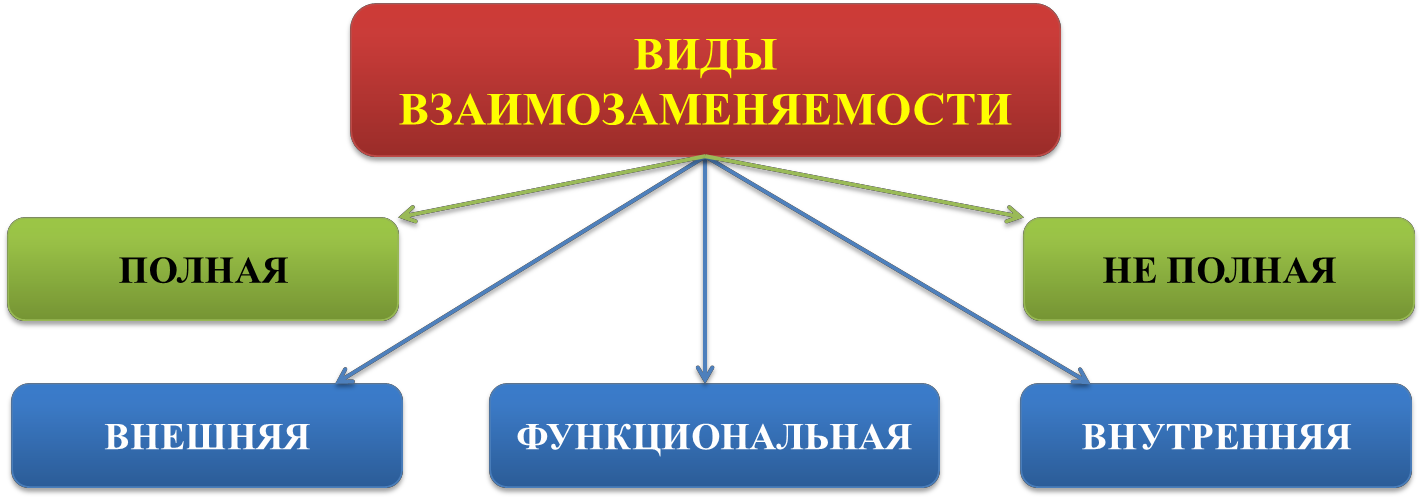
Полная взаимозаменяемость обеспечивается тогда, когда размеры выполнены с точностью, позволяющей проводить сборку машин, прибора или замены деталей при ремонте без какой-либо дополнительной обработки, подбора или регулирования.
Пример – сборка электродвигателей.
Неполная (ограниченная) взаимозаменяемость применяется в тех случаях, когда технология производства деталей не может обеспечивать заданную точность сборки. Эта взаимозаменяемость предполагает дополнительные технологические или конструктивные приемы.
Пример – сборка подшипников.
Функциональная взаимозаменяемость обеспечивает соблюдение геометрических, механических, электрических, химических и других параметров, которые называются функциональными в связи с эксплуатационными показателями, чтобы достичь определенной точности деталей, узлов, изделий.
Пример – на величину крутящего момента (эксплуатационный параметр), передаваемого неподвижным коническим соединением, оказывает влияние точность изготовления углов конусов (функциональный параметр).
Внешняя взаимозаменяемость — это взаимозаменяемость, главным образом, комплектующих изделий по эксплуатационным показателям и геометрическим параметрам присоединительных поверхностей.
К примеру, в подшипнике качения внешняя взаимозаменяемость обеспечивается по присоединительным размерам (наружному и внутреннему диаметрам и ширине кольца) и параметрам вращения.
Внутренняя взаимозаменяемость — это взаимозаменяемость отдельных деталей, сборочных единиц и механизмов внутри каждого изделия.
К примеру, взаимозаменяемость тел качения в подшипнике.
Геометрическая взаимозаменяемость — вид взаимозаменяемости, при которой обеспечивается сборка изделия по геометрическим параметрам с учетом размеров, формы и расположения деталей.
Также необходимое условие для соблюдения функциональной взаимозаменяемости, она является ее частным видом.
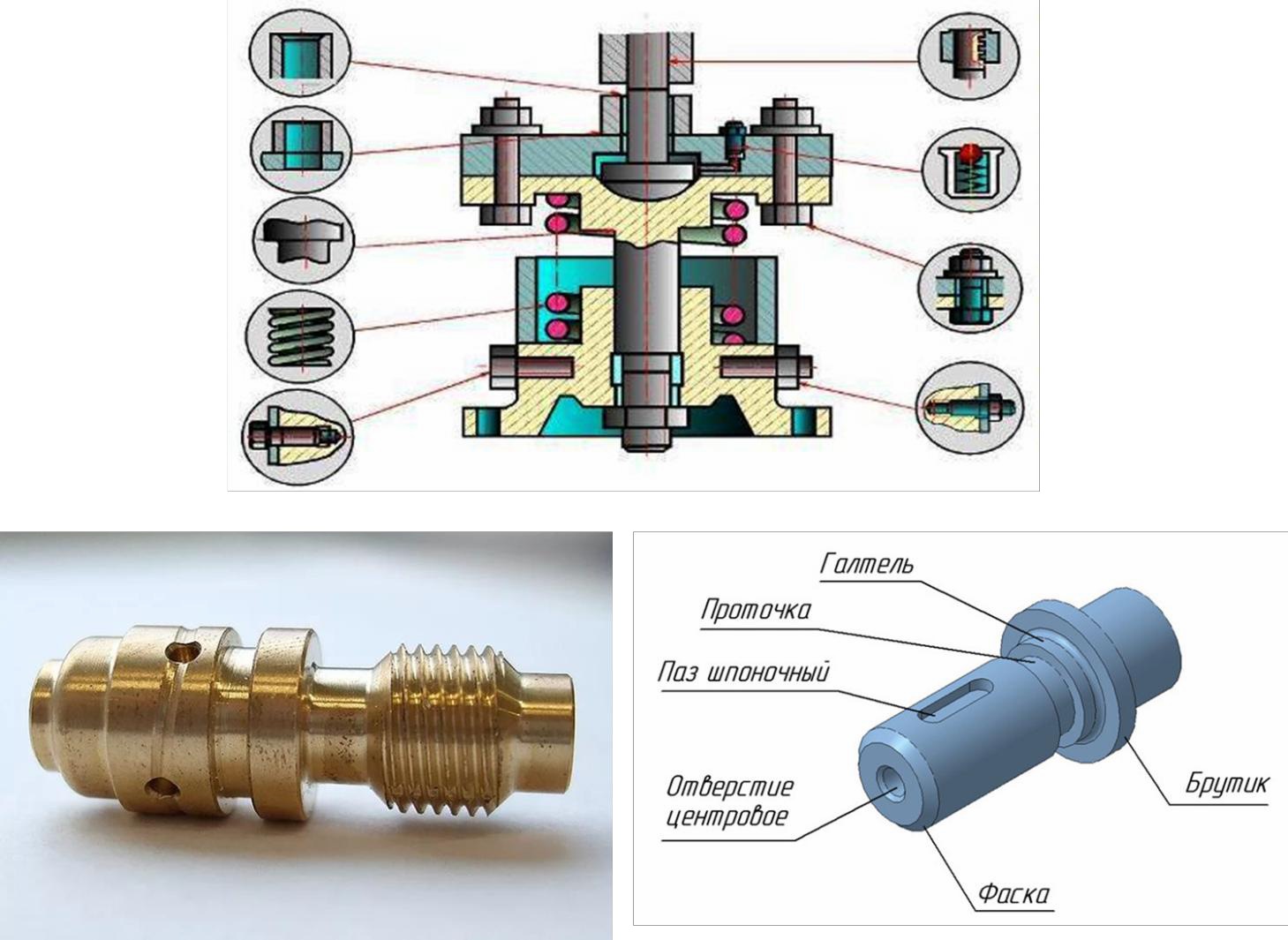
3.1. Объекты взаимозаменяемости
Сборочная единица – изделие, составные части которого подлежат соединению между собой сборочными операциями.
К сборочным относятся операции, дающие разъемное (свинчивание, клепка, укладка и т.п.) или неразъемное (сварка, пайка, склеивание и т.п.) соединение.
Деталь – изделия, являющееся частью машины, или же какой-либо технической конструкции, изготавливаемое из однородного по структуре и свойствам материала без применения при этом каких-либо сборочных операций.
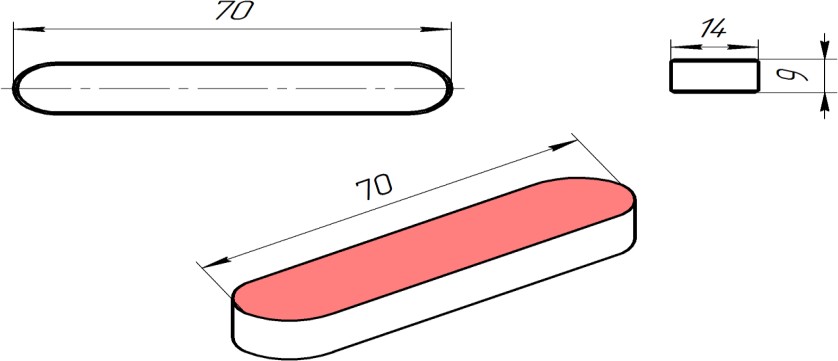
Элемент детали – часть детали, имеющая определенное назначение.
Например: фаска, галтель, буртик, ребро жесткости, резьба, проточка, сквозное или глухое (несквозное) отверстие, паз (шпоночный паз), лыска, центровое отверстие
4. Принципы построения системы допусков и посадок
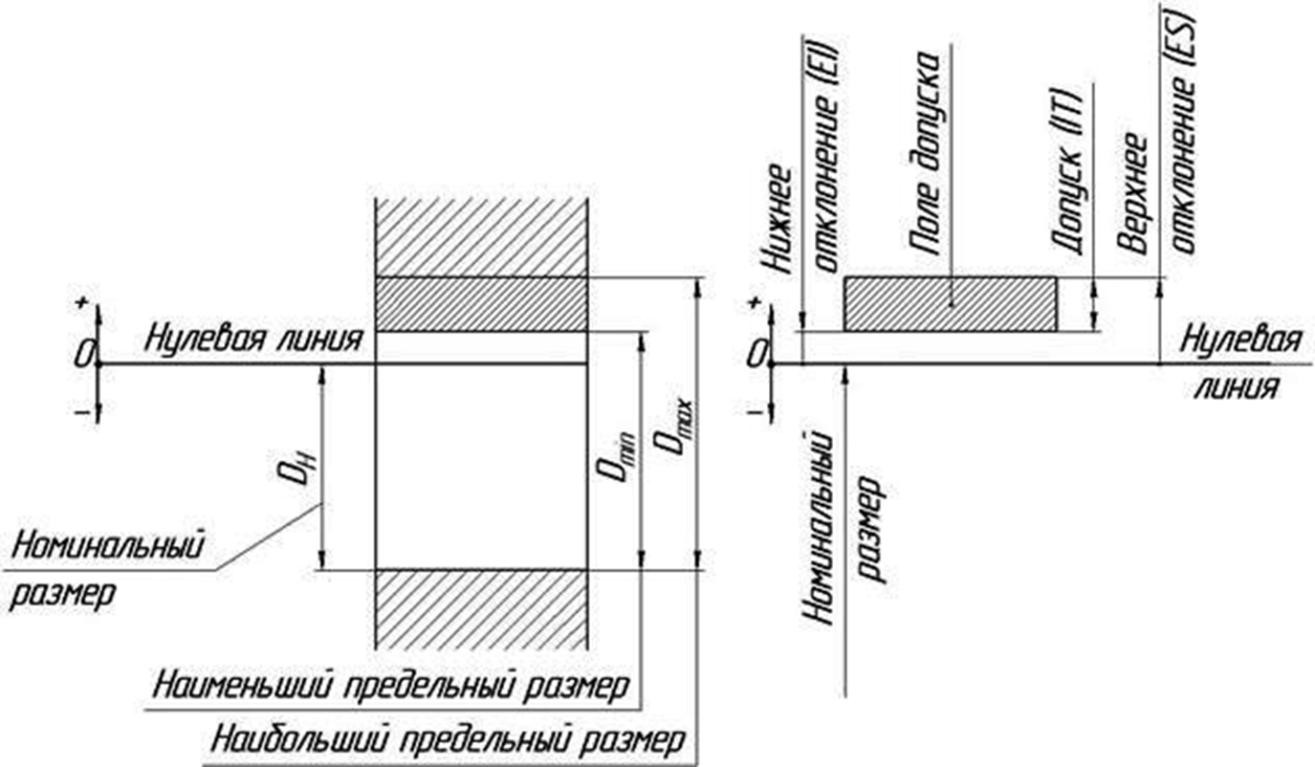
Номинальный размер – это основной размер, определенный исходя из функционального назначения детали и служащий началом отсчета отклонений.
Действительный размер – это размер, полученный в результате непосредственного измерения с допустимой погрешностью.
Предельный размер – это два предельных значения размера, между которыми должен находится действительный размер.
Нулевая линия – это линия, соответствующая номинальному размеру, от которой откладываются отклонения.
Верхнее предельное отклонение – это разность между наибольшим предельным размером и номинальным.
Нижнее предельное отклонение – это разность между наименьшим предельным размером и номинальным.
Допуск размера – это разность между наибольшим и наименьшим предельными размерами.
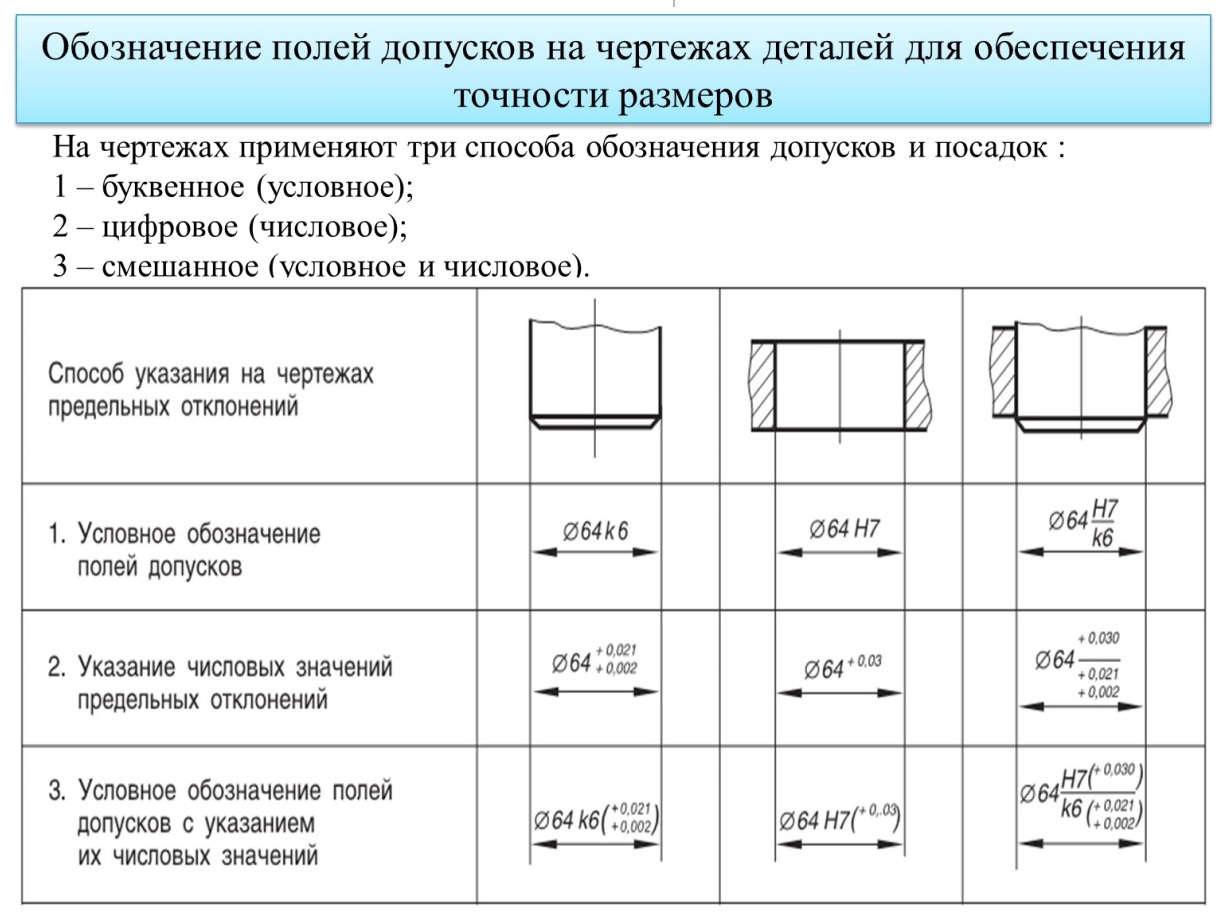
Поле допуска – это интервал значений размеров, ограниченный предельными размерами. Зависит от класса точности.
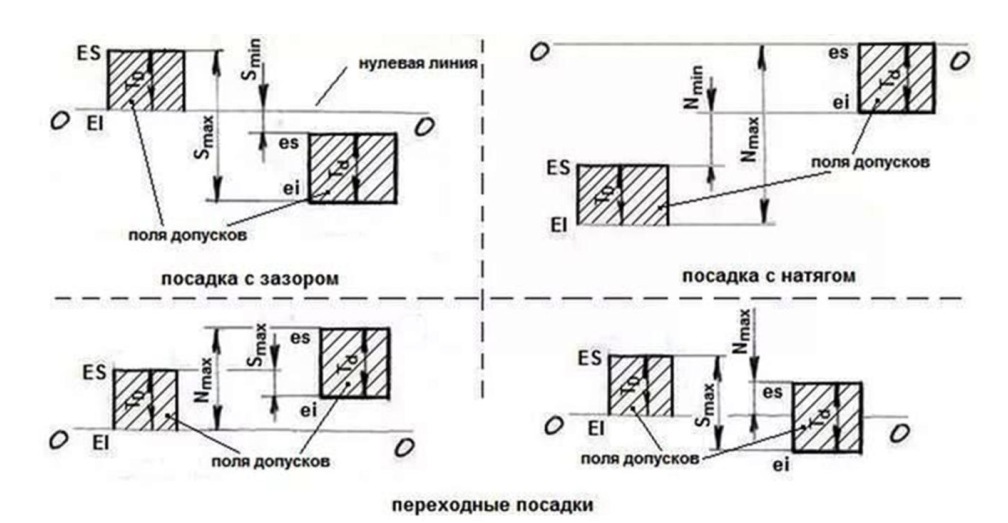
Посадка – это характер соединения деталей, определяемый величиной получающихся в нем зазоров и натягов.
В зависимости от взаимного расположения полей допусков отверстия и вала посадки подразделяются на три группы:
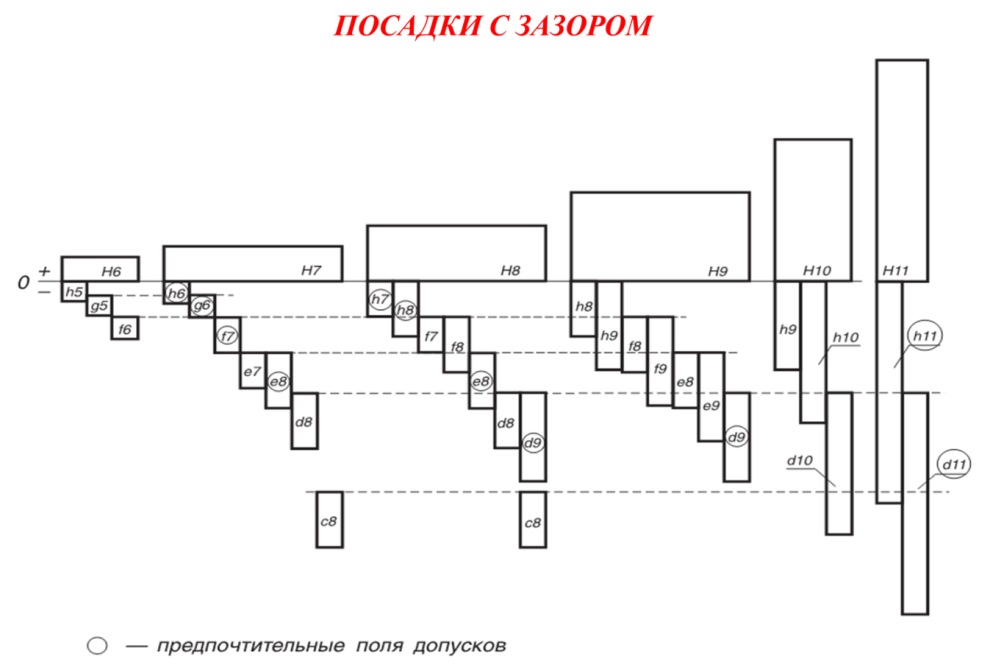
С зазором (подвижные), при которых обеспечивается зазор в соединении.
С натягом (неподвижные), при которых обеспечивается натяг в соединении.
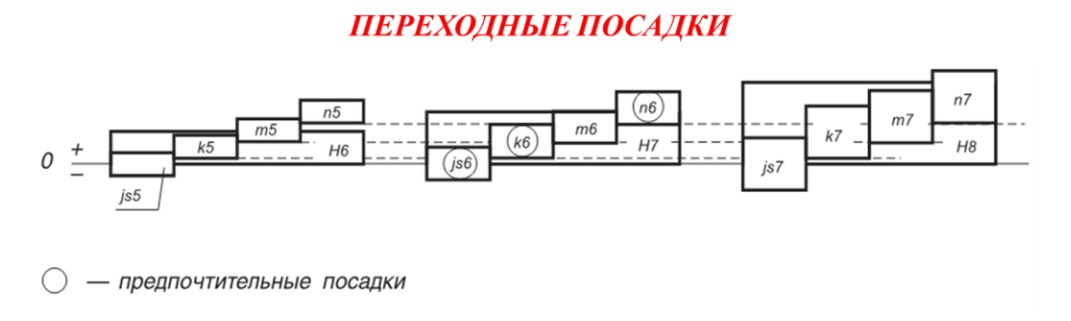
Переходные, при которых соединения могут осуществляться как с зазором, так и с натягом.
Кроме допусков размера вала и отверстия, существует также допуск посадки.
Допуск посадки – это разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом).
В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наименьшего зазора.