Конструкции многоплунжерных гидравлических прессов предполагают наличие вертикальных, горизонтальных ползунов, а при необходимости дополнительно могут устанавливаться и наклонные ползуны. Формообразование поковок осуществляется в закрытых (безоблойных) штампах с разъемными матрицами, в условиях всестороннего объемного сжатия материала. Разъем матриц может производиться по вертикальной, горизонтальной или одновременно по той и другой плоскостям.
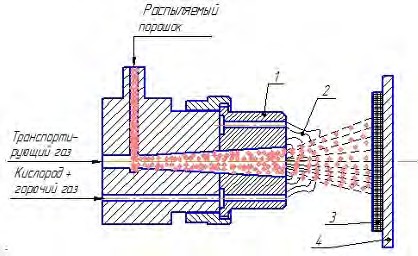
Технологические возможности многоплунжерного пресса с возможностями штампов позволяют получать поковки сложной наружной формы с множеством внутренних полостей (рис. 1).
При многополостной безоблойной штамповке существенно повышаются качественные показатели поковок: однородная хорошо проработанная мелкозернистая структура; благоприятная ориентация волокон; более равномерное, чем при обычной штамповке, распределение механических свойств.
Важное преимущество этой технологии – высокий ресурс деталей в эксплуатации, большая экономическая эффективность. Многополостная безоблойная штамповка позволяет избавиться от потерь металла на образование облоя, приблизить форму и размеры поковок к форме и размерам чистовых деталей, снизить себестоимость изготовленных деталей. Коэффициент использования металла при изготовлении деталей сложной конфигурации повышается в 2–4 раза.
В зависимости от сложности конфигурации поковки формируют в штампах с вертикальным разъемом матриц (рис. 1 а), с горизонтальным разъемом матриц (рис. 1 б) и с разъемом матриц в двух взаимно перпендикулярных плоскостях (рис. 1 в).
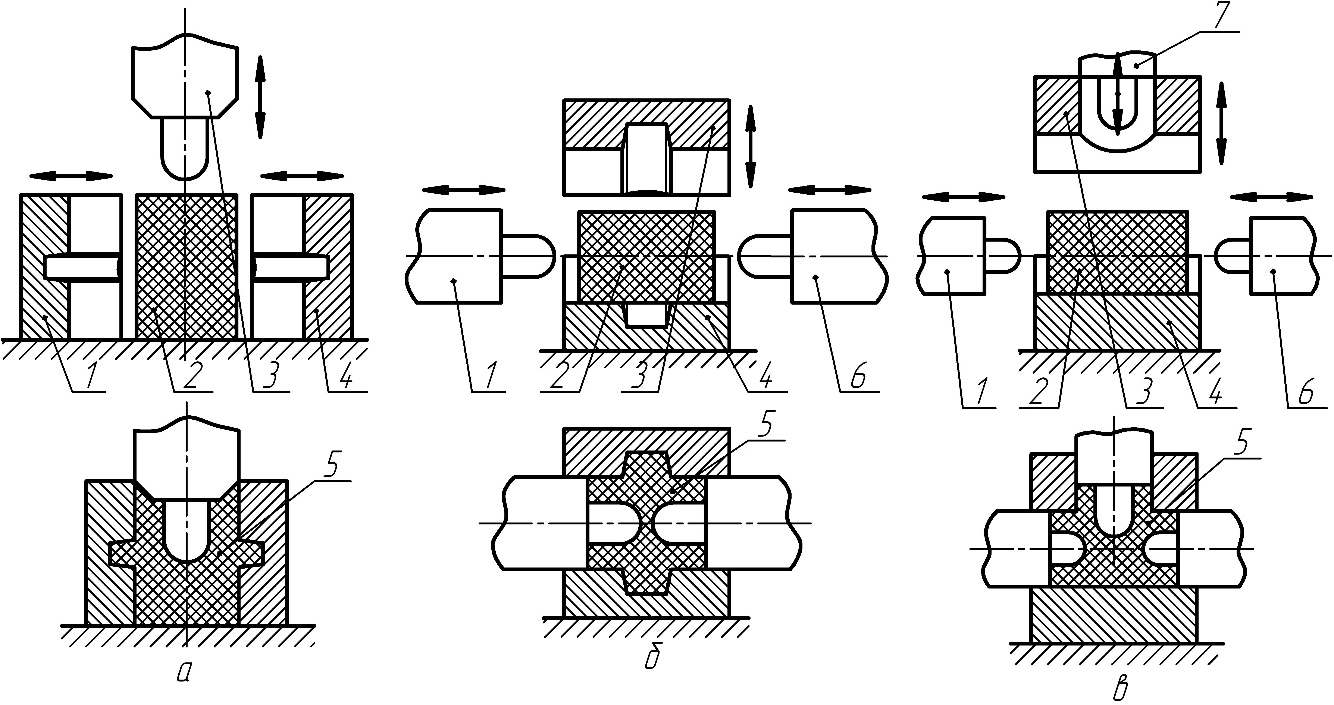
Рисунок 1 – Схемы штамповки поковок сложной формы в разъемных штампах на многоплунжерных прессах: а – вертикальный разъем матриц; 1 – левая подвижная полуматрица; 2 – исходная заготовка; 3 – пуансон; 4 – правая подвижная полуматрица; б – горизонтальный разъем матриц; 1 – левый горизонтальный пуансон; 2 – исходная заготовка; 3 – верхняя подвижная полуматрица; 6 – правый горизонтальный пуансон; в – разъем в двух взаимно перпендикулярных плоскостях; 1 – левый горизонтальный пуансон; 2 – исходная заготовка; 3 – верхняя подвижная полуматрица; 4 – нижняя неподвижная полуматрица; 5 – правый горизонтальный пуансон; 7 – вертикальный пуансон
В первом случае после укладки заготовки в полость штампа и зажима полуматриц горизонтальными плунжерами производится деформирование главным пуансоном верхнего плунжера. После раскрытия полуматриц боковые плунжеры удаляют поковку из ручья штампа.
Во втором случае полуматрицы закрепляются на столе пресса и в вертикальном плунжере, а главные деформирующие пуансоны на боковых горизонтальных плунжерах. После укладки заготовки в полость штампа и зажима полуматриц производится формообразование поковки главными боковыми пуансонами. После раскрытия полуматриц вертикальные плунжеры выталкивают поковку из ручья штампа.
В третьем случае заготовка укладывается в нижнюю полуматрицу и зажимается верхней полуматрицей, а затем деформируется горизонтальными пуансонами. Окончательное формообразование поковки осуществляется верхним прошивным пуансоном.
На рисунке 2 приведена классификация поковок, изготовляемых на многоплунжерных прессах.
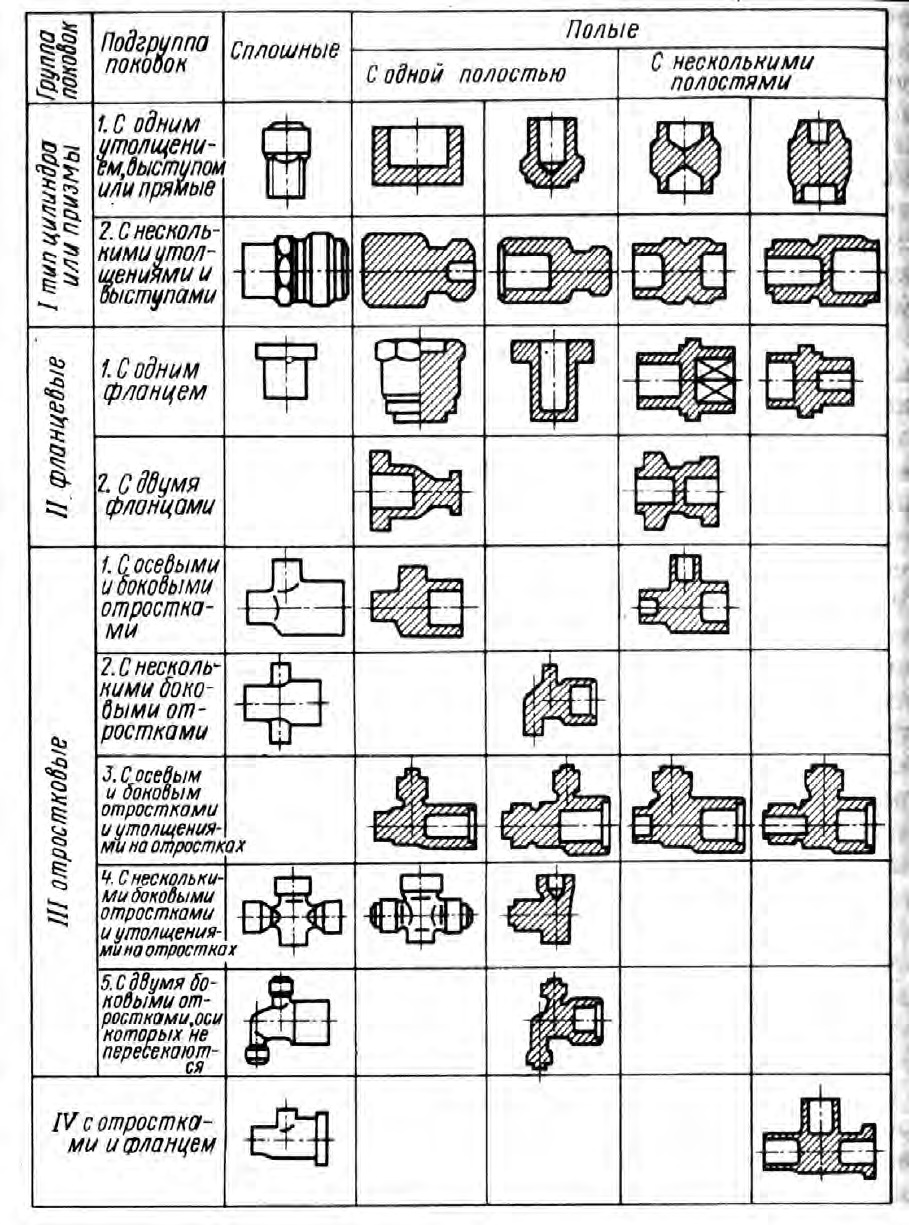
Рисунок 2 — Классификация поковок, штампуемых на многоплунжерных прессах
- группа – поковки типа цилиндра или призмы постоянного или переменного сечения с утолщением, выступом или прямые. В подгруппу I-1 входят поковки с одним утолщением или выступом, которые могут быть получены прямым или обратным выдавливанием в неразъемной матрице. Подгруппа I-2 включает поковки с несколькими утолщениями или выступами, штамповать которые можно только в штампах с разъемными матрицами.
- группа – поковки типа крышек, осей с фланцами, ниппелей и других соединительных деталей трубопроводов, штампуемых в цельных и разъемных матрицах. К подгруппе II-1 относятся поковки с одним фланцем, к подгруппе II-2 – поковки с несколькими фланцами.
- группа – отростковые поковки, которые штампуют в разъемных матрицах одним или несколькими пуансонами с обязательным применением бокового выдавливания; подгруппа III-1 – поковки с осевым и боковым отростками; подгруппа III-2 – поковки с осевым и несколькими боковыми отростками; подгруппы III-3, III-4, III- 5 – поковки с осевым и боковым отростками и утолщениями на них, причем оси боковых отростков не пересекаются, но отростки расположены в одной плоскости.
- группа – поковки с отростками и фланцем, сплошные или с полостями.
Многоплунжерная штамповка поковок сложной конфигурации характеризуется высокими показателями размерной весовой точности и производительности, что показывает экономическую целесообразность и широкие перспективы ее применения. Реализация технологии штамповки точных высококачественных поковок на многоплунжерных гидравлических прессах позволит расширить технологические возможности штамповочного производства и обеспечить в машиностроении значительную экономию материальных ресурсов.