Содержание страницы
1. Поперечно-клиновая прокатка заготовок
Сущность процесса поперечно-клиновой прокатки заключается в следующем: штучная заготовка, как правило, отделенная от прутка, укладывается поперек заходной части неподвижного инструмента (рис. 1). Подвижный инструмент с аналогичным профилем, перемещаясь параллельно неподвижному, внедряется в заготовку, вызывая ее вращение.
Оба инструмента имеют наклонные боковые грани, которые заставляют перемещать избытки металла по направлению к торцам, тем самым, удлиняя заготовку. Положение наклонной боковой грани в пространстве определяется углами наклона α и заострения β. Непрерывно перекатываясь вдоль неподвижного инструмента, заготовка приближается к форме готового изделия. На заключительной стадии ножами, установленными по обе стороны инструмента, обрезаются избытки металла от окончательно оформленного изделия. Затем она удаляется, а подвижный инструмент возвращается в исходное положение. Цикл обработки, составляющий 3–10 с, повторяется с последующей заготовкой.
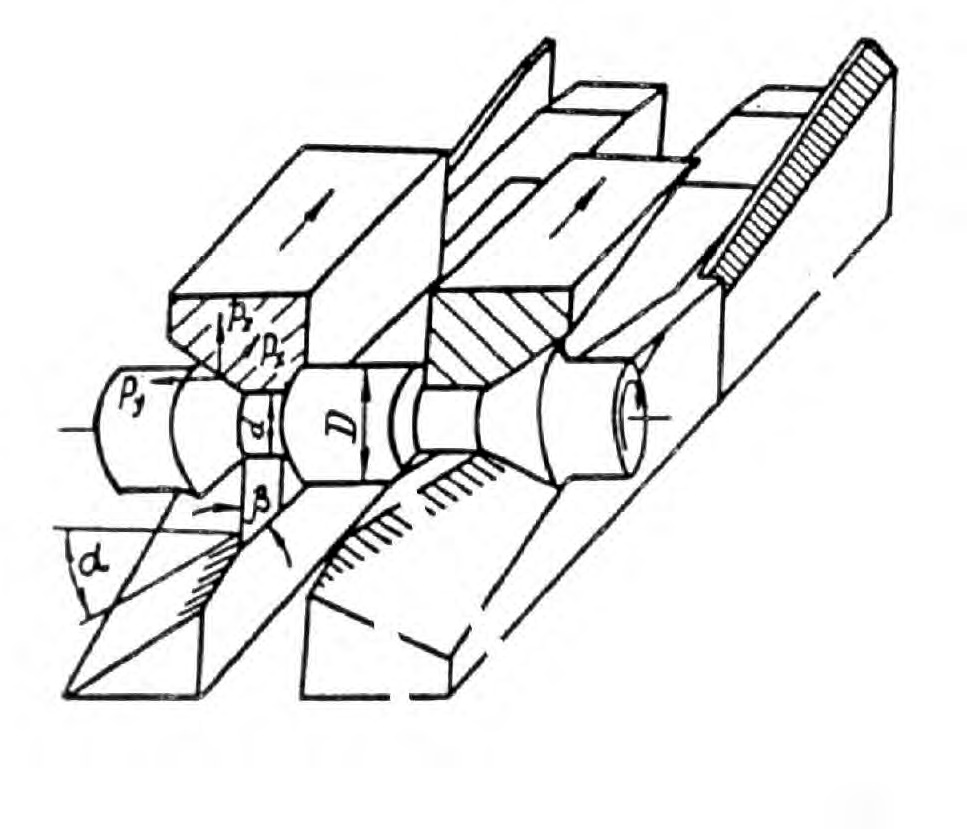
Рисунок 1 – Схема поперечно-клиновой прокатки
Деформационные усилия представляются тремя составляющими: усилием прокатки Рх, осевым – Ру и сжимающим – Рz. Усилие прокатки Рх определяет мощность привода станов поперечно-клиновой прокатки. Осевое усилие Ру характеризует величину растягивающих напряжений, возникающих в прокатываемой заготовке, которые не должны превышать предела текучести прокатываемого материала во избежание растяжения или разрыва стержня.
Сжимающее усилие Рz оказывает распорное воздействие на прокатную клеть. Чтобы оно не повлияло на точность изделия, необходимо обеспечить достаточную жесткость клети, при этом величина упругих деформаций клети должна быть значительно меньше величины допусков прокатываемых изделий.
Интенсивность формоизменения при прокатке характеризуется степенью обжатия
где D – диаметр исходной заготовки; d – диаметр заготовки после прокатки в рассматриваемом сечении.
Основными технологическими параметрами клинового инструмента при прокатке цилиндрических участков являются углы наклона боковой грани α и заострения β. С увеличением угла α уменьшается длина очага деформации и потребное усилие прокатки Рх.
Однако при этом возрастает осевое усилие Ру, которое при определенном значении обжатия может вызвать разрыв заготовки.
Угол β определяет скорость распространения очага деформации вдоль оси заготовки, длину инструмента, максимально достигаемую степень обжатия за проход и существенно влияет на силовой режим процесса прокатки. Правильность выбора углов α и β, степени обжатия δ регламентирует проведение процесса в устойчивом режиме, исключающем проскальзывание заготовки. Эти параметры существенно влияют на силовые, кинематические параметры, КПД процесса, напряженно-деформированное состояние.
Существует несколько схем поперечно-клиновой прокатки и соответствующих им конструкций станов (рис. 2). Каждая из указанных схем имеет как определенные преимущества, так и недостатки, в связи с чем наметилась некоторая специализация в их использовании. Так, одновалковая схема прокатки (рис. 2 а) не обеспечивает значительных обжатий, так как крутящий момент приложен к заготовке только на одном ее участке. Кроме того, распорные усилия приводят к изгибу заготовки. Все это ограничивает технологические возможности данной схемы прокатки.
Двухвалковая прокатка (рис. 2 б, в) используется при массовом производстве и характеризуется чрезвычайно высокой производительностью, но вместе с этим и очень высокой стоимостью инструмента и сложностью отладки процессов. В двухвалковых станах заготовка удерживается в рабочей зоне направляющими проводками либо центрами. За счет трения заготовки по направляющим отдельные ее выступы могут искажать свою форму и снижать точность изделия. Использование центров приводит к перерасходу металла, так как участки на заготовке, контактирующие с центрами, как правило, подлежат последующей отрезке.
Достоинством одновалковых и двухвалковых станов является возможность прокатки изделий из прутка, что наиболее эффективно при прокатке коротких заготовок. Дело в том, что при прокатке из прутка штучные заготовки получаются излишне короткими и их транспортировку трудно автоматизировать. Кроме того, доля концевых отходов в объеме заготовки становится настолько значительной, что рентабельность прокатки резко снижается. Валковые станы также успешно используются при прокатке несимметричных деталей, поскольку при этом отпадает необходимость в выравнивании условий прокатки в различных частях заготовки.
Трехвалковые станы (рис. 2 г) создают качественно отличное напряженное состояние в очаге деформации и значительно снижают вероятность разрушения металла в осевой зоне заготовки, которым может сопровождаться поперечная прокатка. При прокатке тремя валками к заготовке может передаваться в 1,5 раза бóльший крутящий момент (три контактные площадки вместо двух), что позволяет в значительной мере интенсифицировать процесс прокатки. Недостаток данной схемы заключается в незначительных диаметрах валков и в ограниченных обжатиях, так как при сближении валки упираются один в другой, чем в значительной степени ограничиваются технологические возможности станов.
Валково-сегментные станы (рис. 2 д) отличаются предельной простотой и обеспечивают максимальную производительность процесса в связи с тем, что загрузка и удаление заготовок производятся без остановки вращения валка. Недостаток станов заключается в сложности изготовления и отладки сегментов инструмента и отсутствии регулировки расстояния между валком и сегментом, что отрицательно сказывается на точности изделия. Станы работают со штучной заготовкой.
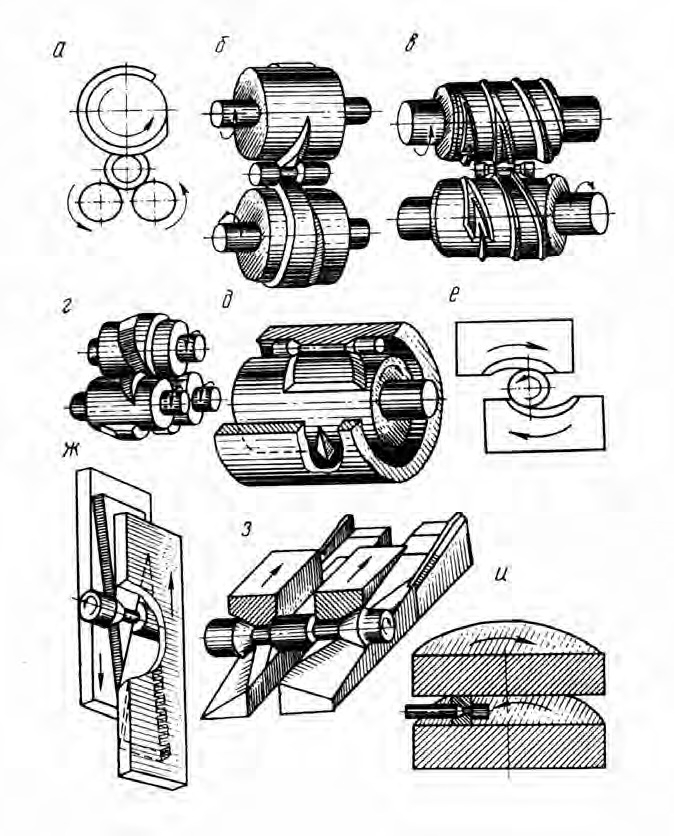
Рисунок 2 – Схемы станов поперечно-клиновой прокатки: а – одновалковая; б – двухвалковая; в – двухвалковая с винтовыми калибрами; г – трехвалковая; д – валково-сегментная; е – двухсегментная; ж – прокатка двумя подвижными плитами; з – прокатка подвижной и неподвижной плитами; и – прокатка двумя дисками
Двухсегментные станы (рис. 2 е) характеризуются незначительной производительностью и в основном используются для накатки шлицев и зубьев шестерен, однако могут применяться и для поперечно-клиновой прокатки валов. К недостаткам станов относится также и ограниченная длина инструмента.
Станы с двумя подвижными плитами (рис. 2 ж) отличаются простотой изготовления и ремонта сложного и высокоточного инструмента, чем обеспечивается высокая точность изделий и простота отладки новых технологических процессов. Недостаток заключается в невысокой производительности процесса в связи с двумя остановками плит (для загрузки и удаления заготовок) и холостым обратным ходом.
Станы с подвижной и неподвижной плитами (рис. 2 з) обладают вышеуказанными преимуществами и вместе с тем не требуют остановок для загрузки и удаления заготовки. Разработаны схемы, позволяющие использовать для прокатки и обратный ход подвижной плиты. Кроме того, за счет перемещения неподвижной плиты и положения инструмента на ней имеется возможность автоматически регулировать диаметральные и линейные размеры и тем самым повысить точность прокатанных деталей.
Недостаток данных станов заключается в невозможности прокатки от прутка и, следовательно, в нерентабельности изготовления коротких заготовок, длина которых не превышает 1–1,5 его диаметра.
Эксплуатация перечисленных станов в промышленных условиях определила целесообразные области использования каждой конструкции. Так, валково-сегментные станы наиболее эффективны в массовом производстве при вальцовке заготовок под последующую штамповку; станы с плоскими плитами – при изготовлении с частыми переналадками большой номенклатуры высокоточных деталей сложной конфигурации; валковые станы занимают промежуточное положение: они наиболее эффективны при прокатке одного-двух изделий, особенно коротких, с относительно невысокими требованиями к их точности.
Не применяется в промышленности схема прокатки двумя дисками (рис. 29 и), что вызвано сложностью изготовления клинового инструмента.
Из всех рассмотренных принципиальных схем поперечно- клиновой прокатки наибольшее применение получили двухвалковая и плоскоклиновая, на основе которых созданы соответствующие виды оборудования, позволяющие прокатывать заготовки диаметром 0,5-130 мм и длиной 5–630 мм.
Конфигурация получаемых изделий весьма многообразна (рис. 3). Она включает цилиндрические, конические, сферические и другие формы, всевозможные канавки и выступы. Перепады диаметров могут быть значительными, допускается четырехкратное их уменьшение. Если в качестве исходной заготовки используется пруток с квадратным или шестигранным сечением, то эти элементы могут быть сохранены без изменений обрабатываемой детали.
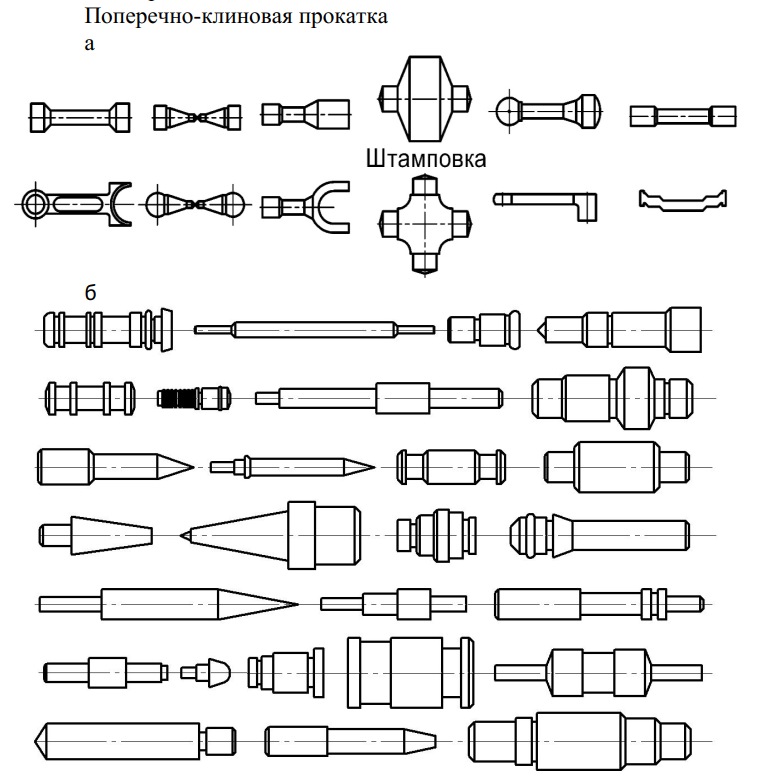
Рисунок 3 – Изделия, полученные поперечно-клиновой прокаткой для последующей штамповки (а) и механической обработки (б)
Поперечно-клиновая прокатка может использоваться в технологическом процессе для производства промежуточных профилированных заготовок под последующую точную штамповку или иные процессы пластического деформирования, а также под чистовую механическую обработку.
Поперечно-клиновой прокатке могут подвергаться практически все конструкционные стали, ряд инструментальных сталей и жаропрочных материалов, а также цветные сплавы на основе меди и алюминия. Точность прокатанных изделий соизмерима с точностью деталей, полученных на токарных автоматах. Детали сельхозмашиностроения получают без дальнейшей механической обработки. В других случаях используют окончательную шлифовку. Повышается износостойкость и усталостная прочность деталей.
Поперечно-клиновую прокатку целесообразно применять при изготовлении деталей с программой выпуска более 10000–25000 шт. в год, т. е. при крупносерийном и массовом производстве. Конкретная величина минимальной программы выпуска зависит от коэффициента использования металла, его стоимости и размеров изделия. Дорогостоящие материалы целесообразно переводить на метод поперечно-клиновой прокатки при программах выпуска более 500 шт. При программах производства в среднем 1000–10000 шт. изделий целесообразно использовать штамповку.
2. Поперечная накатка зубчатых колёс
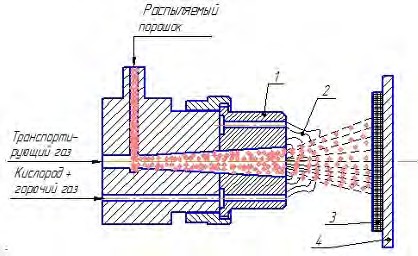
Горячую накатку зубьев производят двумя способами: с осевой подачей заготовок и с радиальной подачей зубчатых валков (рис. 4).
Зубчатые колеса с модулем менее 4 мм накатывают при осевой подаче заготовки 1 двумя валками 2, имеющими коническую заборную и цилиндрическую калибрующую части (рис. 4 а). Зубчатые валки устанавливают на определенное межцентровое расстояние, а заготовки, нанизанные на стержень в виде стопки и зажатые гидравлическим устройством, располагают точно посередине между валками. Заготовки перед прокаткой нагревают в кольцевом индукторе 3. Скорость осевой подачи заготовок (2–10 мм/сек) выбирают так, чтобы за время прохождения через индуктор заготовка нагревалась до температуры накатки (1200 °С).
Этот технологический процесс обеспечивает изготовление зубчатого венца с прямыми и косыми зубьями с точностью до 10 степени. Его применяют в тех случаях, когда прокатанные шестерни работают при сравнительно невысоких скоростях.
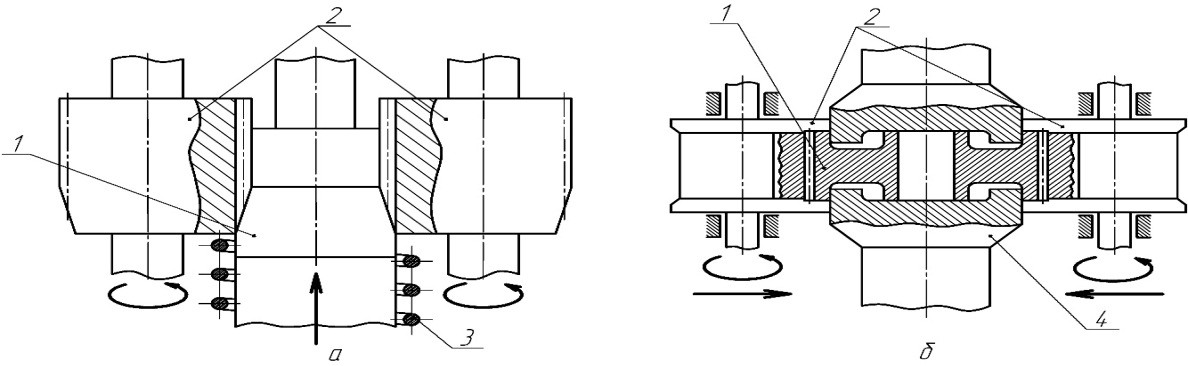
Рисунок 4 – Схемы накатки зубьев шестерен: а — с осевой подачей заготовок, б — с радиальной подачей зубчатых валков; 1 – заготовка; 2 – зубчатые валки; 3 – индуктор; 4 – опорные кольца
Колеса с модулем 5 мм и выше накатывают при радиальной подаче двух валков (рис. 4 б). Нагретая заготовка зажимается между парой опорных колец 4. Зубья накатывают с припуском на обработку 0,5–1,5 мм на сторону. В процессе накатки на валки подается технологическая смазка. Реборды валков препятствуют выдавливанию металла в торцы заготовки во время накатки.
3. Процессы многовалковой прокатки
Плиты, листы, полосы, ленты, фольга на основе тугоплавких металлов находят широчайшее применение во многих современных отраслях. Сплавы молибдена, вольфрама, ниобия, тантала, хрома используют в качестве конструкционных материалов в авиационной, космической, химической технике.
Качество выпускаемых полуфабрикатов регламентируется стандартами и специальными техническими условиями, которые определяют предельные отклонения на номинальные размеры, отклонения формы, механические характеристики.
На поверхности листов не допускаются трещины, раковины, расслой, вмятины, следы от валков, царапины и т. д.
Для холодной прокатки листов, полос, лент и тонкой фольги из тугоплавких металлов применяются многовалковые станы (рис. 5 а) обеспечивающие высокую точность плоского проката, высокое качество отделки поверхности листов и лент, возможность регулирования профиля прокатываемой ленты, сокращения количества промежуточных отжигов, отсутствие коробления и растрескивания боковых кромок полос и лент.
Двадцативалковые станы широко используют для прокатки тонких лент и особо тонкой фольги. На станах с рабочими валками диаметром 20 мм прокатывают ленту минимальной толщины 0,02 мм. Часто используют станы с рабочими валками диаметром 10 мм, на которых прокатывают ленту толщиной 0,003–0,007–0,01 мм. На станах с диаметром валков 6 мм прокатывают ленту до толщины 0,0018–0,0025 мм.
Многовалковые станы обладают высокой жёсткостью клетей. Они оснащены автоматическими системами контроля регулирования толщины и натяжения полосы, предварительной установки толщины, натяжения и скорости прокатки, контроль температур и другими средствами автоматизации процесса прокатки.
Это обеспечивает выполнение жестких требований на толщину проката. Так, для толщины проката 0,0025–0,0032, 0,1 мм допуски на толщину соответственно составляют ±0,000127, +0,00055 мм.
Для горячей прокатки листов используют полупланетарные станы (рис. 5 б). Они предназначены для прокатки слябов размером 25х400х11000 мм. Толщина готовой полосы равна 1,6-6 мм.
Станы включают опорный валок диаметром 400 мм, который окружен 22 рабочими валками диаметром 70 мм. Диаметр верхнего обычного валка 600 мм. Рабочие валки совершают планетарное движение по поверхности опорного валка и опираются о поверхность башмака. Такая конструкция обеспечивает жёсткость планетарного комплекта, а в сочетании с верхним валком всего стана в целом.
Планетарные станы (рис. 5 в, г) обеспечивают высокое качество и хорошую плоскостность листов в результате благоприятных условий работы инструмента (каждый валок находится в контакте с нагретым металлом не более 6 % времени) и большей жесткостью валковой системы.
Применяются планетарные станы для горячей прокатки листовых заготовок, а так же пластин, прутков и проволоки из жаропрочных сплавов (рис. 5 в, г). Планетарные станы имеют по 20 пар рабочих валков, расположенных в сепараторах вокруг опорных валков. За один проход сляб толщиной 45 мм прокатывается в полосу толщиной 2,5 мм, шириной 2800 мм; скорость подачи сляба в валки 0,05 м/сек, выхода – 9 м/сек.
Высокая степень деформации приводит к существенным изменениям структуры и механических свойств металла. В процессе планетарной прокатки с большими обжатиями происходит сильное дробление зёрен и образование направленной ориентированной структуры.
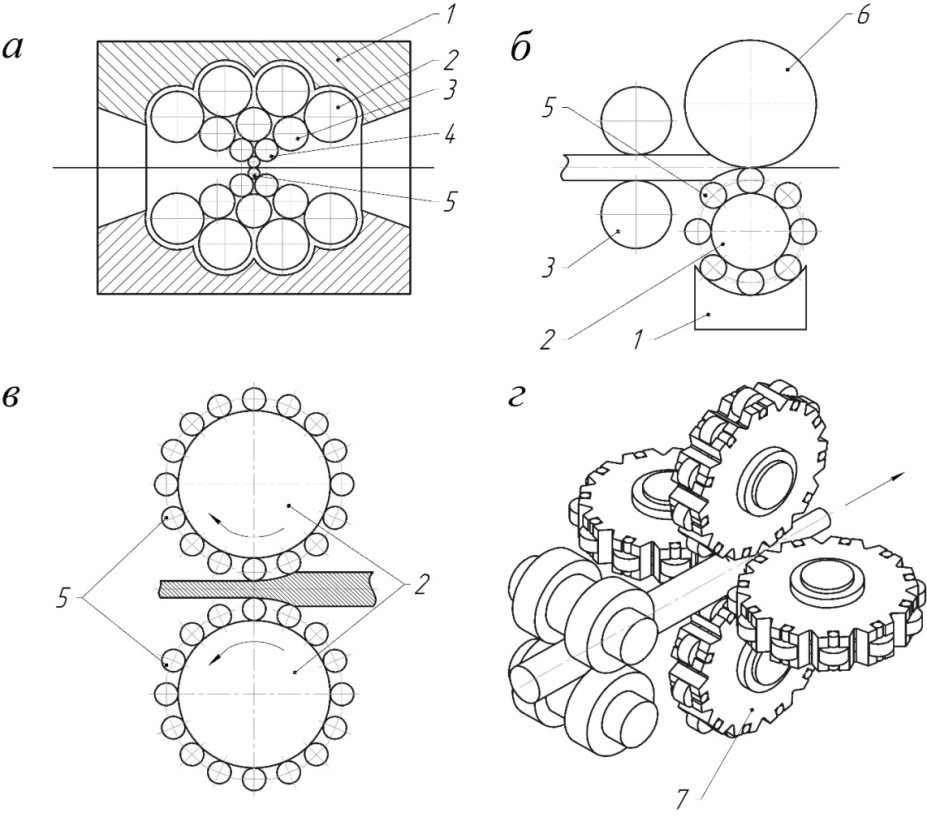
Рисунок 5 – Схемы конструкций прокатных станов: а – многовалкового; б – полупланетарного; в, г – планетарных; 1 – опорный башмак; 2 – опорный ролик; 3, 4 – соответственно направляющий и подающий ролики; 5, 6 – рабочие ролики; 7 – сепаратор
В процессе горячей прокатки на воздухе происходит интенсивное газонасыщение кислородом. Поверхностный слой содержит в 10–20 раз больше кислорода, чем исходный материал. Наличие повышенного содержания кислорода заметно понижает пластичность материала, а также интенсивно протекают окислительные процессы.
Создание безокислительных условий обработки позволяет исключить или свести к минимуму безвозвратные потери за счёт окисления; практически устранить газонасыщение металла в процессе обработки; использовать повышенные температуры пластической деформации, что увеличивает пластичность и снижает усилие деформации, а в целом повышает качество изделия.
Реализация безокислительных процессов обработки осуществляется на прокатных станах в вакууме или газовой среде с регулируемым составом (рис. 6)
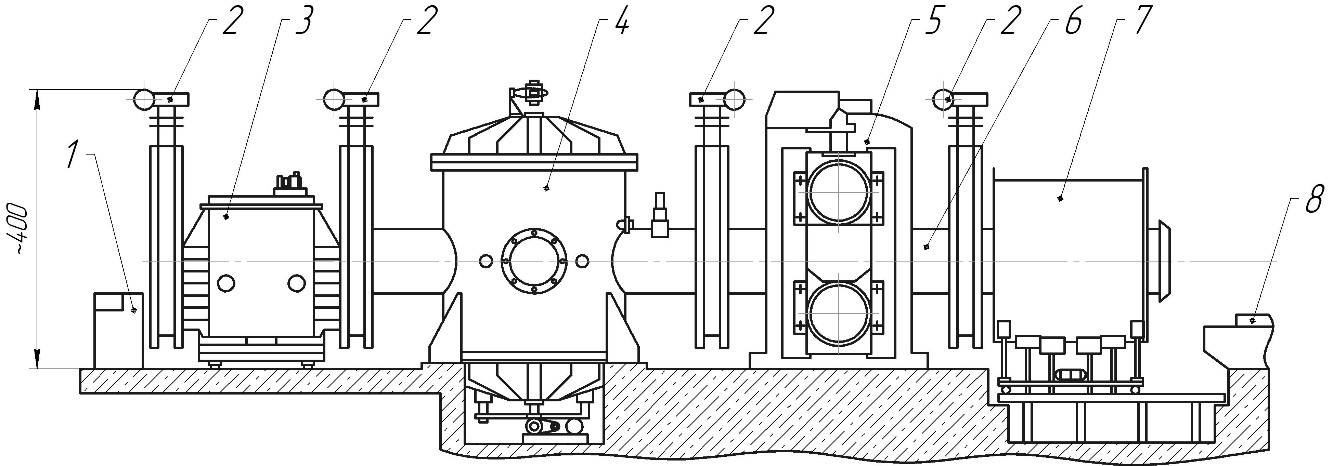
Рисунок 6 – Двухвалковый вакуумный стан продольной прокатки 600: 1 – приемный стол; 2 – вакуумные затворы; 3 – камера загрузки; 4 – нагревательная печь; 5 – рабочая клеть; 6 – рабочая камера; 7 – камера выгрузки; 8 – стол выгрузки
Эффективность прокатки в вакууме или газовой среде с регулируемым составом обусловлена следующими факторами: производством полуфабрикатов или изделий высокого качества с повышенными или новыми физико-химическими и механическими свойствами; увеличением выхода годного материала; устранением ряда операций технологического процесса по удалению окисленных и газонасыщенных слоев и повышением производительности.
4. Совмещение непрерывных деформационных процессов
В области производства металлоизделий можно выделить две группы процессов: простые базовые и совмещенные. Под базовыми процессами понимают такие, которые включают один цикл обработки без смены направления течения металла или приложения нагрузок. К ним относятся волочение, непрерывное прессование по способам Конформ или Лайнекс, а также продольная прокатка.
Совмещенные процессы включают несколько операций в одном очаге деформаций, либо их комбинацию со сменой в одном очаге деформации нескольких схем нагружения.
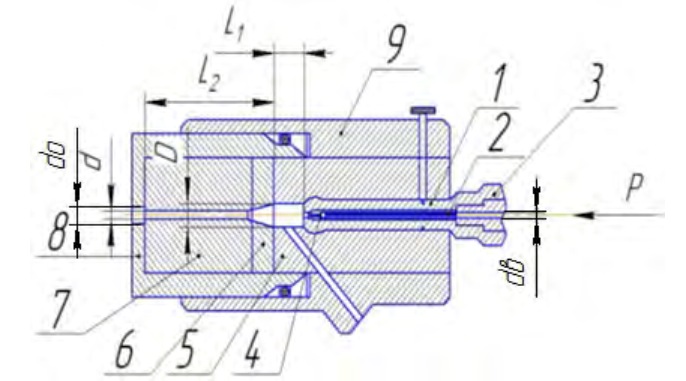
На рисунке 7 представлена схема устройства для реализации процесса Экстроллинг, обеспечивающего совмещение в одном очаге деформации процессов прокатки и прессования. Устройство предназначено для получения длинномерных изделий сплошного сечения (прутков).
Для осуществления процесса исходная заготовка 3 подается в калибр 6 и обжимается в нём, что полностью соответствует стадии прокатки и прессуется в калибрующее отверстие матрицы 4, установленной на выходе из калибра.
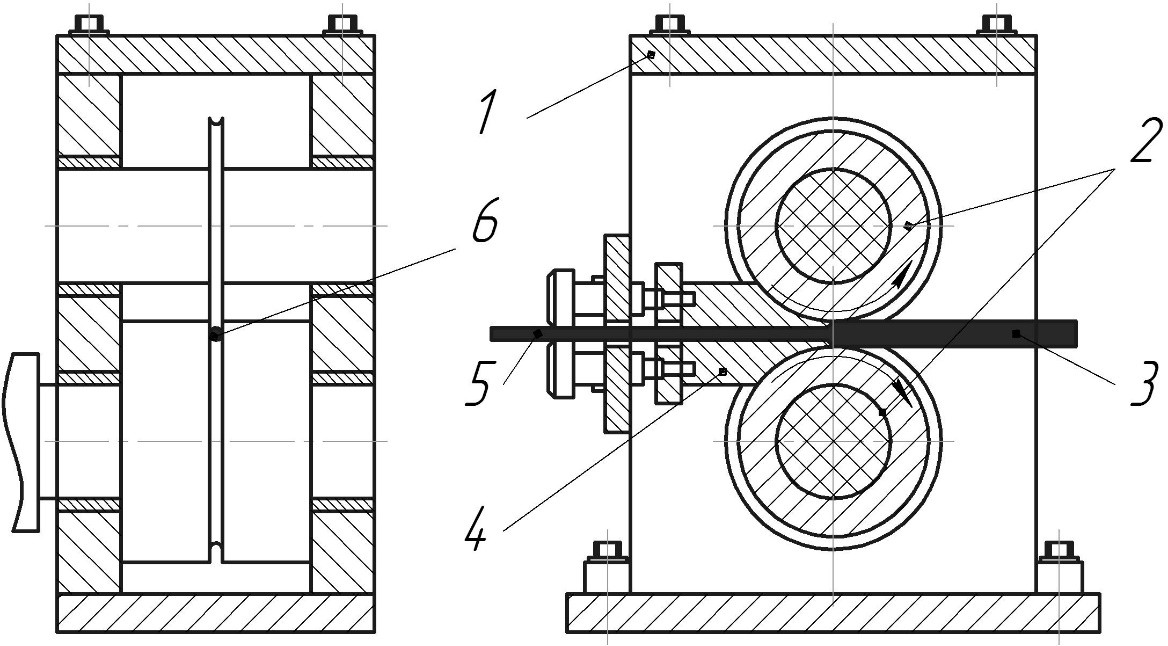
Рисунок 7 – Схема устройства для совмещения процессов прокатки и прессования прутковых изделий: 1 – клеть прокатного стана; 2 – валки; 3 – исходная заготовки; 4 – матрица для прессования; 5 – конечное изделие, 6 – калибр
Процесс реализуется при обработке в холодном и горячем состоянии заготовки и обеспечивает низкие потери на трение и малую продолжительность обработки, характерные для прокатки, и большие степени деформации, возможные при прессовании.
Таким образом, удается совместить достоинства процессов прокатки и прессования; сократить производственные расходы на оборудование, при этом существенно повысить производительность труда.
На рисунке 8 представлена схема устройства для формообразования трубчатых изделий.
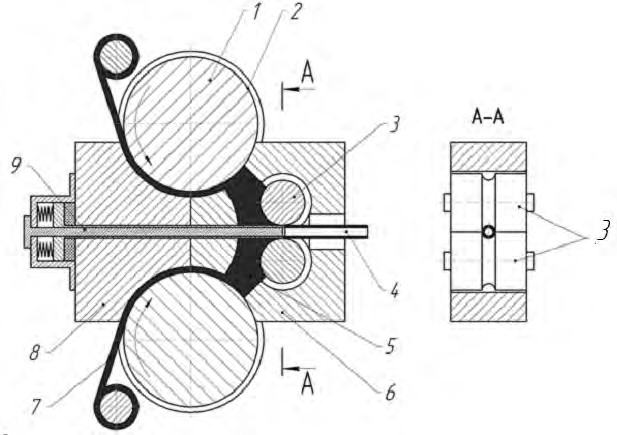
Рисунок 8 – Схема установки для совмещения непрерывных процессов прессования, сварки и прокатки: 1 – прессующие валки; 2 – канавки; 3 – прокатывающие валки; 4 – изделие; 5 – камера сварки; 6, 8 – соответственно запирающий и упорный инструментальные блоки; 7 – исходная заготовка; 9 – игла
На устройстве последовательно реализуются следующие процессы: прессование по методу Конформ; сварка давлением и прокатка. Прессование осуществляется валками 1, на которых выполнены канавки. Упорный 8 и запирающий 6 блоки образуют башмак в сборе. Прессование происходит в ручье, образованном поверхностями канавки 2 и сборного башмака.
Процесс обработки происходит при использовании одновременно двух заготовок 7, подаваемых в ручьи прессующих валков 1, где происходит их обжатие и продвижение в камеру сварки 5.
На прокатывающих валках 3 выполнены канавки, которые в сборе формируют наружную поверхность трубного изделия. Внутри блоков 6, 8 установлена игла 9, формирующая внутреннюю поверхность центрального отверстия. Спрессованная и соединенная сваркой трубчатая заготовка подается в прокатные валки 3, которые завершают процесс формообразования готового изделия.