Баночные консервы это — мясопродукты, фасованные в металлическую, стеклянную или полимерную тару, герметически укупоренные и стерилизованные или пастеризованные нагревом. Термообработка уничтожает микроорганизмы, герметическая упаковка защищает продукт от воздействия внешней среды, в результате чего консервы можно хранить достаточно длительное время в неблагоприятных условиях без порчи. Консервируемые нагревом изделия компактны и удобны для транспортирования и потребления в любых условиях, позволяют создавать государственные резервы продуктов питания.
1. Ассортимент и принципы классификации консервов
Ассортимент мясных консервов разнообразен по видам сырья, способам приготовления содержимого и режимам окончательной термообработки.
Основным принципом, лежащим в подборе состава консервов, является выбор такого соотношения компонентов, которое бы обеспечивало после стерилизации получение высококачественного, полноценного по содержанию пищевых веществ продукта с хорошими органолептическими свойствами и высокой стабильностью при хранении. По виду сырья консервы делят па мясные (из говядины, свинины, баранины, конины, субпродуктов, мяса птицы, дичи) и мясорастительные (мясо различных животных, субпродукты, мясо птицы и другое мясное сырье с крупами, изделиями из муки, бобовыми, овощами, плодами, ягодами и т. п.). Такая классификация является общепринятой в производственных условиях.
По характеру обработки сырья консервы различают по посолу (без предварительного посола сырья, с выдержкой посоленного сырья), по измельчению (из кускового, грубоизмельченного, тонкоизмельченного сырья) и по термической обработке сырья (без предварительной тепловой обработки, с предварительной бланшировкой, варкой, обжариванием).
По составу различают консервы в натуральном соку (с добавлением только соли с пряностями), с соусами (томатный, белый и др.) и в желе (в желирующем соусе).
По уровню стерилизующего эффекта и стойкости при хранении консервы подразделяют на пастеризованные (полуконсервы, пресервы), стерилизованные на 3/4, полностью стерилизованные и консервы для тропических стран. Пастеризованные консервы нагревают до температуры в центре банки 65-75 °С, что обеспечивает стабильность качества изделий в течение 6 месяцев хранения при 5 °С. Стерилизованные на 3/4 консервы (консервы низкотемпературной стерилизации) получают путем тепловой обработки при 108-112 о С при величине стерилизующего эффекта F = 0,6-0,8 условных минут. Срок их хранения при 10-15 °С до 1 года. Полностью стерилизованные (высокотемпературной стерилизацией) консервы получают посредством термообработки при 117-130 °С до величины F = 4,0-5,5 условных минут, что позволяет их хранить при 25 °С в течение 4 лет. Для тропических консервов характерна величина F = 12-15 условных минут, что гарантирует стабильность свойств продукта при хранении в течение 1 года при 40 °С.
По назначению консервы делят па закусочные, первое блюдо, второе блюдо, блюда, употребляемые вместе с гарнирами, полуфабрикаты, комбинированного назначения.
По способу подготовки перед употреблением консервы делят на используемые без предварительной тепловой обработки перед употреблением, используемые в нагретом состоянии, в охлажденном состоянии, а также в нагретом или охлажденном состоянии.
По длительности срока хранения различают консервы, изготовленные для длительного хранения (практически па срок от 3 до 5 лет, прежде всего для создания необходимого продовольственного резерва), и закусочные с ограниченным сроком хранения.
Качество консервов оценивают по составу и свойствам продукта, и состоянию его тары, которые должны соответствовать требованиям действующих стандартов и технических условий. Качество содержимого баночных консервов должно отвечать нормативам группы органолептических показателей и установленному химическому составу.
Внешний вид продукта должен соответствовать виду и состоянию законсервированного продукта данного типа. Куски мяса не должны быть сухими, волокнистыми, переварившимися. Не допускаются включения хрящей, грубых сухожилий, костей. Распределение компонентов рецептуры, например, шпика в фарше, должно быть равномерным по объему продукта.
Консервированные мясопродукты (сосиски, ветчина) должны полностью сохранять форму после извлечения из банки и иметь внешний вид, характерный для неконсервированного продукта. Растительные наполнители (бобовые, плоды, ягоды и т. п.) должны сохранять свою первоначальную форму, быть стандартными по размеру.
Вкус и запах должны быть свойственны данному продукту и присущи наполнителям и специям. Посторонний запах, а также «металлический» привкус не допускаются.
Цвет консервированных мясопродуктов обусловлен видом изделия: для продукции, подвергаемой в процессе предварительной технологической обработки посолу (сосиски, фарш, ветчина и т. п.), характерен естественный цвет от светло-розового до темно-красного, для кускового мяса — серый с различными оттенками, причем окраска может различаться в зависимости от типа используемых заливок (соусов), шпик должен иметь белый цвет без желтизны или серого оттенка.
Бульоны (желе) после нагревания должны быть прозрачными с незначительной мутностью, желтого или светло-коричневого цвета. Не допускается молочно-белый цвет бульона (желе).
Консистенция консервов должна соответствовать виду законсервированного продукта. Мясная часть должна быть сочной, растительные наполнители — плотными. Консистенция паштетов — гомогенная, пастообразная, однородная по всему объему.
Соотношение составных частей в готовом продукте (плотной части, жира, растительных наполнителей, бульона, соуса, косточ ек), а также размер отдельных кусков мяса регламентируются рецептурой и ГОСТом на каждый вид консервов. Наличие посторонних примесей и включений в консервах не допускается.
Требования к химическому составу готовых консервов установлены стандартом. Для большинства консервов содержание поваренной соли допустимо в пределах 1,0-3,3 % в зависимости от их вида и технологии изготовления. Остаточное количество нитрита натрия в ветчинных, фаршевых, других мясо продуктовых консервах не должно превышать 3 мг%.
В готовом продукте не допускается наличие следов свинца, количество олова, переходящего в мясо из жести в процессе хранения, не должно быть более 200 мг на 1 кг продукта.
Состояние консервной тары оценивают по внешнему виду. Жестяная тара должна быть герметичной, не иметь деформаций и пятен ржавчины. Банка должна быть снабжена этикеткой и маркировочной надписью на крышке. Стеклянная тара должна быть целой, без трещин и сколов, прозрачной с чистой наклеенной этикеткой. В соответствии с бактериологическими требованиями консервы не должны иметь признаков порчи (бомбаж), вызванных жизнедеятельностью спорообразующих и неспорообразующих патогенных бактерий.
2. Виды сырья и требования к нему
Мясные консервы вырабатывают из разнообразного сырья, которое условно подразделяют на основное и вспомогательное.
К основному сырью относят мясо (говядину, свинину, баранину, конину, оленину, кроличье, мясо домашней птицы), субпродукты, кровь, плазму крови, белковые препараты, животные жиры, яйца, яйцепродукты; к вспомогательному сырью — крупы, бобовые, овощи, мучные изделия (крахмал, мука), растительные жиры, посолочные ингредиенты (соль, сахар, нитрит натрия, аскорбинат натрия), специи.
Мясо. При производстве мясных консервов используют говядину I и II категории упитанности, свинину беконную, мясной и жирной промпереработки и мясо поросят, а также обрезную (II категория), баранину, конину и оленину I и II категории упитанности, а также мясо кроликов, потрошеных или полупотрошеных кур, цыплят и уток (I и II категории), индеек и гусей (II категории упитанности).
Применяемое мясо должно быть свежим, доброкачественным, полученным от переработки здоровых животных зрелого возраста. Для производства консервов не допускается использование мяса некастрированных и старых животных (старше 10 лет), а также дважды размороженное и свинина с желтеющим при варке шпиком.
Стандартом регламентируется применение остывшего, охлажденного и размороженного мяса. При этом консервы повышенного качества получают из охлажденного сырья после 2 – 3 суточной выдержки.
Использование парного мяса в консервном производстве ограничено, так как в первые часы после убоя в мясе в процессе посмертного окоченения накапливающаяся молочная кислота разрушает бикарбонатную буферную систему, что способствует выделению свободной углекислоты.
Образовавшийся в банке углекислый газ вызывает вздутие крышек и донышек консервов (бомбаж), т. е. имитирует микробиологическую порчу. Поэтому парное мясо используют в основном при изготовлении ветчинных, фаршевых и других консервов, в технологии которых предусмотрена выдержка сырья в посоле. Консервы, изготовленные из парного мяса без выдержки в посоле либо без предварительной тепловой обработки, жесткие, с невыраженным вкусом.
Использование экссудативной (с явлением PSE) свинины допустимо при производстве стерилизованных консервов, но неприемлемо при изготовлении пастеризованных изделий.
При производстве ветчинных пастеризованных консервов не допускается использование мяса от опоросившихся, подсосных или супоросных маток, а также от хряков и самцов, кастрированных после четырехлетнего возраста, свиных туш, имеющих пеструю пигментацию кожи.
Мясо, закладываемое в банки, не должно иметь костей (за исключением случаев, предусмотренных рецептурой), хрящей, грубых сухожилий, кровеносных сосудов, нервных сплетений, желез. Мясные консервы высшего сорта изготавливают с использованием говядины I категории.
При производстве некоторых видов консервов с разрешения ветеринарно-санитарной экспертизы можно использовать условно годное мясо. Во избежание обезличивания условно годного мяса, нуждающегося в специальной переработке, на туше, кроме клейма, удостоверяющего прохождения ветеринарно-санитарной экспертизы и обозначающего категорию упитанности, должен быть прямоугольный штамп с указанием на нем порядка санитарной обработки мяса «На консервы».
При переработке условно годного мяса на консервы разделку туш, обвалку, жиловку и другие технологические операции производят на отдельных столах в обособленных помещениях или в отдельную смену при обязательном контроле со стороны ветеринарной службы. Консервы, изготовленные из условно годного мяса, стерилизуют при соблюдении режимов, установленных технологическими инструкциями.
Субпродукты. В консервном производстве используют субпродукты I и II категории в остывшем, охлажденном и размороженном состоянии. Субпродукты должны быть свежими, доброкачественными, без повреждений и кровоподтеков, полученными от здоровых животных.
При изготовлении консервов преимущественно применяют субпродукты крупного, мелкого рогатого скота и свиней. Учитывая особенности нативного строения, состава и свойств субпродуктов, их используют в рецептурах различных видов паштетов, «Ассорти», «Рагу», «Субпродукты рубленые» и т. п.
Кровь и ее фракции. При приготовлении некоторых типов консервов (фаршевых, мясопродуктовых) применяют цельную, стабилизированную, дефибринированную кровь крупного рогатого скота, а также плазму и сыворотку крови. Кровь получают от здоровых животных, обрабатывают и консервируют регламентируемыми способами. Кровь и плазму вводит в рецептуры мясопродуктов взамен части мясного сырья в жидком виде, в виде белкового обогатителя, структурированных белковых препаратов, подготовка которых производится в соответствии с технологическими условиями и санитарными требованиями колбасного производства.
Жир. В консервном производстве применяют жир-сырец и жир топленый говяжий, свиной, бараний, костный. При изготовлении натуральных и фаршевых консервов используют говяжий подкожный и внутренний жир.
Шпик и грудинку добавляют в основном при производстве фаршевых консервов.
При изготовлении паштетных консервов и обжарки мяса, лука, муки, подготовке сырья к фасовке используют топленые жиры: говяжий, свиной, бараний, костный (не ниже I сорта).
Жир-сырец и топленый жир не должны иметь признаков прогорклости, обладать характерным запахом и цветом.
Молоко и молочные продукты. Цельное натуральное, сухое и обезжиренное молоко, сливки и сливочное масло, применяемые в производстве паштетных, деликатесных и диетических консервов, должны по составу и свойствам удовлетворять требованиям стандартов, иметь однородный цвет, характерные вкус и запах. Казеинат натрия используют при изготовлении фаршевых консервов.
Яйца и яйцепродукты. Используемые при изготовлении фаршевых, детских, диетических консервов цельные яйца, меланж и яичный порошок должны быть свежими, без признаков порчи. Меланж должен иметь после оттаивания однородную жидкую консистенцию, светложелтый или светло-оранжевый цвет. Яичный порошок должен обладать рыхлой, без комков, пылевидной структурой, светло-желтым цветом. Содержание влаги в порошке не выше 6,8 — 7,0 %.
Растительное сырье. Применяемое в консервном производстве сырье растительного происхождения подразделяют на бобовые (горох, фасоль, соя), крупы (гречневая, перловая, овсяная, рисовая, пшено), мучные изделия (мука, крахмал, вермишель, макароны), картофель и овощи (морковь, капуста, томатопродукты).
Используют также белки соевые изолированные Супро500 Е, ЕХ- 32, ЕХ-33, Майсол, концентраты и текстураты соевого белка, животные белки, разрешенные к применению органами Минздрава РФ.
Используемые при изготовлении мясорастительных консервов и вторых обеденных блюд бобовые и крупы не должны иметь посторонних запахов, привкуса прогорклости, склеенных зерен, насекомых, инородных примесей. Количество доброкачественных (недробленых) зерен в гречневой крупе должно составлять не менее 99 %, в перловой и рисовой -98,5 %, в овсяной — 98 %.
Пшеничная мука, применяемая при выработке, фаршевых консервов и для приготовления соусов и панировки, должна быть I сорта с содержанием влаги не более 15 % и клейковины — не менее 28 %, без посторонних запахов, вкуса и примесей. Требование к соевому изоляту, используемому при производстве фаршевых консервов, аналогично стандартам колбасного производства.
Крахмал применяют картофельный и пшеничный — высшего, I и II сортов, рисовый — высшего и I сортов. Содержание влаги в картофельном крахмале – 20 %, в пшеничном, кукурузном и рисовом — 13 %.
Столовый картофель должен быть свежим, доброкачественным и содержать в зависимости от сорта от 11 до 22 % крахмала.
Свежая, квашеная и сушеная капуста, свежая и сушеная морковь по качественным показателям должны удовлетворять требованиям стандартов, не иметь примесей, пораженных частей.
Томат-паста и томат-пюре, применяемые при изготовлении соусов и заливок, по химическому составу и органолептическим показателям должны соответствовать нормам технических условий; вкус, цвет, запах, консистенция томатопродуктов не должны иметь признаков порчи.
Специи. В консервном производстве специи используют для усиления органолептических показателей продукта питания и придания ему специфического цвета, запаха и вкуса. Некоторые специи (лук, чеснок, гвоздика, корица) обладают бактерицидным действием, что имеет существенное значение при выборе режимов стерилизации. Следует учитывать, что одновременно некоторые виды пряностей, например, черный перец, содержат большое количество сапрофитных и спорогенных микроорганизмов. Поэтому перед введением в консервы специи рекомендуется дополнительно стерилизовать.
Характеристики натуральных специи и экстрактов пряностей должны соответствовать требованиям к данным видам материалов в колбасном производстве.
Посолочные ингредиенты и технологические добавки. Вакуумная поваренная соль помолов № 0, 1, 2 и 3 не должна содержать примесей в виде солей магния более 0,25 % и кальция — более 0,6 %. Качество нитрита натрия, аскорбиновой кислоты, аскорбината натрия, сахара, фосфатов натрия или калия определено нормами, установленными в мясной промышленности.
Растительные жиры. Допускается при обжаривании использовать рафинированное подсолнечное (высшего и I сортов) и оливковое (I и II сортов) масла. Оно должно быть прозрачным, для более низких сортов допускается наличие осадка.
Желатина. Пищевая желатина 1, 2 и 3 сортов, применяемая в консервном производстве, не должна иметь посторонних запаха и вкуса. Цвет светло-желтый, температура плавления 10 %-ного студня от 27 до 32 0С. Содержание влаги в желатине 16 %. Общая обсемененность не должна превышать 200 тыс. бактерий в 1 г; присутствие патогенной микрофлоры не допускается.
3. Виды тары и их характеристика
К основным требованиям, предъявляемым к консервной таре, относят: герметичность и коррозионную стойкость, гигиеничность, большую теплопроводность, теплостойкость, прочность, минимальную массу, низкую стоимость.
Для мясных консервов применяют металлическую, стеклянную и полимерную тару.
Материалы. Основным материалом для изготовления металлической консервной тары являются листовая или рулонная белая горячелуженая (горячекатаная) жесть марки ГЖК, белая жесть электролитического лужения марки ЭЖК, черная лакированная и хромированная лакированная жесть, алюминий марок А7, А6, А5 и его сплавы марок АДО, АМц, АМг-2.
Жестяная тара — легкая, ее масса при равном объеме почти в 3 раза меньше массы стеклянной тары. Отношение массы жестяной тары к массе продукта составляет 10-17 %, в то время как для стеклянной – 35-50 %. Жесть имеет высокий коэффициент теплопроводности, механическую прочность, низкую стоимость.
По способу производства проката стали, жесть бывает горячекатаная и холоднокатаная, а по способу покрытия оловом — горячего и электролитического лужения.
В используемом олове допускается наличие не более 0,14 % посторонних примесей, в том числе не более 0,04 % свинца. Жесть может иметь дифференцированное покрытие, т. е. разную толщину олова с разных сторон. При изготовлении тары сторона жести с большей толщиной покрытия всегда обращена внутрь банки. Электролитическую луженую жесть консервную с дифференцированным покрытием обозначают ЭЖК-Д.
Оловянное покрытие на белой жести при применяемых в промышленности толщинах всегда пористо. Количество пор на 1 см2 поверхности характеризует пористость жести. Чем тоньше слой олова, тем больше при прочих равных условиях пористость покрытия.
Наличие пор снижает устойчивость жести к действию внешних факторов; в микропорах возникает гальваническая пара железо — олово и в присутствии водных растворов начинается явление электрохимической коррозии. Коррозия разрушает покрытие тары, способствует переходу в продукт ионов металла, вызывая порчу консервов при длительном хранении.
Жесть электролитического лужения, обладающая повышенной пористостью покрытия, практическое применение в консервной промышленности находит после лакирования.
В зависимости от толщины покрытия олова па поверхности жести ее разделяют на 1 класс- 0,32-0,4 мкм, II класс — 0,7- 0,77, III класс — 1,04 — 1,15 мкм.
Лакирование жести является одним из наиболее эффективных методов защиты от коррозии. Качество, лакированной жести зависит от способа подготовки поверхности ее к нанесению лака, от типа и свойств лака, технологии его нанесения и сушки.
Пленки лаков для тары должны быть безвредными, не должны придавать продукту постороннего привкуса, иметь высокую химическую стойкость к пищевым средам, хорошую адгезию к поверхности металла и т. д.
Таким требованиям удовлетворяют эпоксидные лаки ЭП-527, ЭП-547 и эмаль ЭП-5147, наиболее широко используемые в консервном производстве. Лак наносят на поверхность листа одним слоем на каждую сторону из расчета 3-8 г/м2 с толщиной лаковой пленки 2,2-3,0 мкм.
Следует отметить, что наличие лакового покрытия не предотвращает развития подлаковой точечной сульфидной коррозии, образующейся в процессе длительного хранения консервов.
Лакирование жести является одним из наиболее эффективных методов защиты от коррозии. Качество, лакированной жести зависит от способа подготовки поверхности ее к нанесению лака, от типа и свойств лака, технологии его нанесения и сушки.
Пленки лаков для тары должны быть безвредными, не должны придавать продукту постороннего привкуса, иметь высокую химическую стойкость к пищевым средам, хорошую адгезию к поверхности металла и т. д.
Таким требованиям удовлетворяют эпоксидные лаки ЭП-527, ЭП-547 и эмаль ЭП-5147, наиболее широко используемые в консервном производстве. Лак наносят на поверхность листа одним слоем на каждую сторону из расчета 3-8 г/м2 с толщиной лаковой пленки 2,2-3,0 мкм. Следует отметить, что наличие лакового покрытия не предотвращает развития подлаковой точечной сульфидной коррозии, образующейся в процессе длительного хранения консервов.
Алюминий и его низколегированные сплавы эстетичны, обладают низкой плотностью, хорошей пластичностью и штампуемостью, высокой теплопроводностью, что сокращает время прогрева продукта и способствует сохранению витаминов.
Штампованные банки из алюминия легко вскрываются, а использованную тару можно направить на переплавку.
В соответствии с технологической схемой алюминий и его сплавы обрабатывают последовательной горячей и холодной прокаткой до состояния ленты толщиной 0,20-0,35 мм.
Алюминиевая лента обладает недостаточной коррозийной стойкостью для большинства консервных сред, поэтому ее лакируют, а перед нанесением лака производят механическую, химическую или электрохимическую обработку поверхности.
Хромированную лакированную жесть изготовляют путем электролитического нанесения на обезжиренную холоднокатаную рулонную жесть топкого (0,01-0,08 мкм) слоя металлического хрома. После хромирования жесть пассивируют и лакируют с внутренней поверхности лаком ФЛ-559, ЭП-527 или ЭП-547. Хромированная жесть обладает относительно большой сплошностью и незначительной пористостью.
Алюминированную ж е с т ь получают, нанося металлический алюминий (толщиной 3-4 мкм) на прокат тонкой стальной ленты. Наиболее распространена металлизация алюминия, осуществляемая в вакууме (0,13-0,015 Па) на предварительно обезжиренную и травленую поверхность полосы. Толщина алюминиевого покрытия составляет от 0,1 до 20 мкм. Последующее лакирование (ЭП-5118) алюминированной ленты значительно улучшает ее антикоррозийные свойства. Толщина лакового покрытия составляет 5-9 мкм.
Стеклянная тара в отличие от металлической имеет меньший коэффициент теплопроводности и устойчивость к изменению температуры, большие толщину и массу, обладает хрупкостью, но более гигиенична и не подвергается внешней и внутренней коррозии.
Стеклянные банки выдерживают внутреннее гидравлическое давление в пределах 3-5 .10 -5Па и перепады температур в интервале 40 — 100 — 60 °С в течение 3-5 мин в зависимости от вместимости тары.
Стеклянную тару используют преимущественно в производстве наиболее агрессивных по реакции среды мясорастительных консервов.
Стеклянные банки являются оборотной тарой, изготавливаемой из обесцвеченного и полубелого стекла литьем или штамповкой.
Полимерная тара должна обладать достаточной механической прочностью, термостойкостью, химической устойчивостью к действию компонентов пищевых продуктов, санитарно-гигиенической безупречностью, иметь низкую паро- и газопроницаемость, невысокую стоимость.
Наиболее приемлемы для изготовления тары консервированных изделий, подвергаемых тепловой стерилизации, такие полимеры, как полиамид-2, полипропилен, фторопласт, полиэтилентерефталат — полиэтилен, стералкон (лакированный алюминий + полипропилен).
Полимеры — материал, который способен заменить жесть и стекло в производстве консервной тары.
Полимерную тару подразделяют на мягкую и полужесткую. Мягкую тару изготавливают в виде маркированных красочной печатью оболочек, пакетов и формочек, в которые фасуют жидкий или полужидкий компонент, а затем мясо. Упаковывают при атмосферных условиях или вакуумированнем путем термосварки шва.
Полужесткую тару (ламистер) изготавливают из комбинированного стерилизуемого материала на основе алюминиевой фольги и полипропилена.
В сравнении с используемыми видами консервной тары ламистер имеет ряд существенных технико-экономических преимуществ; высокие теплофизические характеристики, малую массу (в 5 раз легче жестяной и в 1,5 раза — алюминиевой тары), легко формуется в различных типоразмерах, высокую коррозийную стойкость, простоту вскрытия тары и утилизации отходов, низкую стоимость.
Кроме того, применение ламистера дает возможность сосредоточить в одном потоке весь комплекс технологических операций, включая изготовление тары, наполнение ее сырьем, герметизацию, стерилизацию и этикетирование готовой продукции.
4. Технологический процесс производства консервов
В зависимости от вида вырабатываемых консервов технологические схемы их производства состоят из различных технологических операций.
По назначению операции можно условно подразделить на инспекционные (осмотр, подбор сырья), подготовительные (обвалка, жиловка, измельчение, предварительная, тепловая обработка, посол и др.) и основные (порционирование-фасование, закатка, стерилизация).
Особенности производства консервов различных видов выражаются в различной степени измельчения сырья, в отличиях рецептуры, наличии таких операций, как бланширование, обжаривание, перемешивание с пассерованной мукой и наполнителями, посол, созревание, копчение и т. п.
Технологические схемы. Основные операции характерны для большинства схем. К ним относятся подготовка сырья для удаления малоценных компонентов (обвалка, жиловка, зачистка), резка на куски, измельчение, порционирование-фасование, закатка, тепловая обработка, охлаждение (рис. 1).

Рисунок 1 — Технологический процесс производства натуральнокусковых консервов
Для технологической схемы производства мясорастительных консервов («Каша с мясом», «Мясо с картофелем», «Солянка с мясом» и др.) характерно грубое измельчение обваленного мясного сырья на мясорезательных машинах или волчках и последующее перемешивание подготовленного мяса с растительными наполнителями (каша, картофель, капуста), специями и солью для получения равномерного распределения компонентов. Готовую смесь фасуют в тару, укупоривают, стерилизуют и охлаждают (рис. 2).
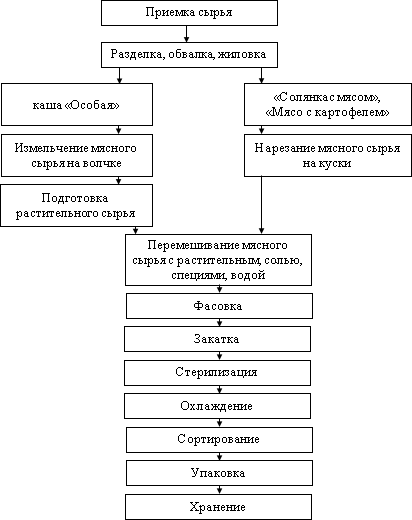
Рисунок 2 — Технологический процесс производства мясорастительных консервов
При производстве субпродуктовых консервов измельченное сырье без предварительной тепловой обработки либо после обжаривания или бланширования перемешивают с солью и специями и передают на фасование и стерилизацию. При приготовлении паштетной массы бланшированное сырье измельчают на куттере, вносят жир, бульон, молоко или яйца, соль и специи. После дополнительного измельчения на коллоидной мельнице пастообразную массу фасуют в тару (рис. 3).
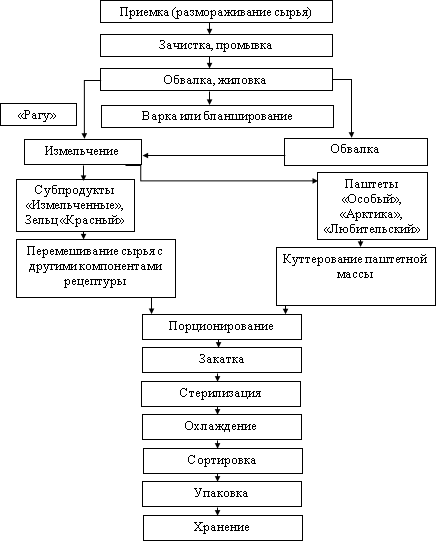
Рисунок 3 — Технологический процесс производства субпродуктовых консервов
Изготовление консервов из мяса птицы включает более сложную подготовку сырья: опаливание тушек, потрошение, инспекцию. После этого в зависимости от вида консерва мясо без бланширования («Курица в собственном соку») либо после него («Филе куриное в желе») поступает на фасование.
Порционирование мяса птицы осуществляют после разделки тушки («Курица в собственном соку») либо после обвалки бланшированной птицы («Филе куриное в желе») (рис. 4).
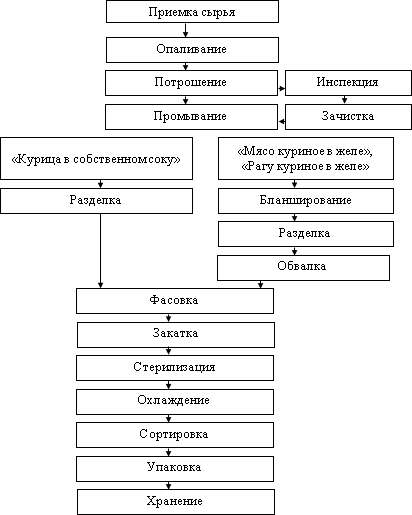
Рисунок 4 —Технологический процесс производства консервов из мяса птицы
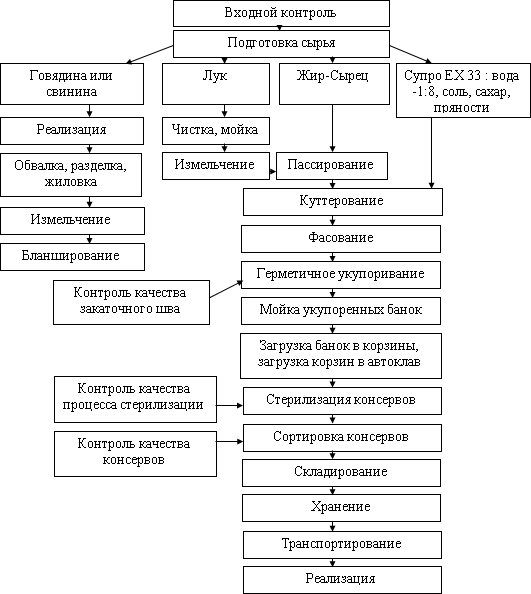
Рисунок 5 — Технологическая схема производства мясных консервов «Говядина тушеная троицкая»
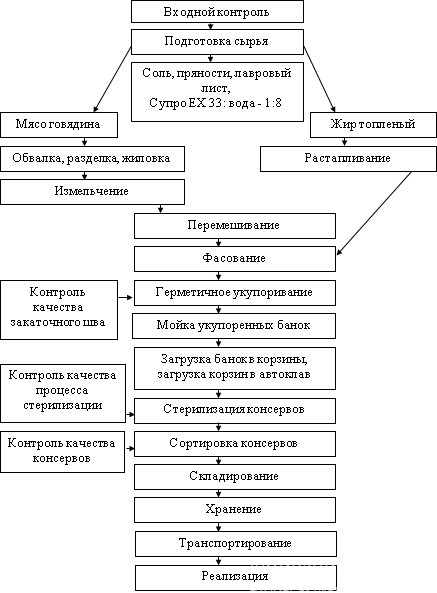
Рисунок 6 — Технологическая схема производства мясных консервов «Паштет для завтрака с мясом»
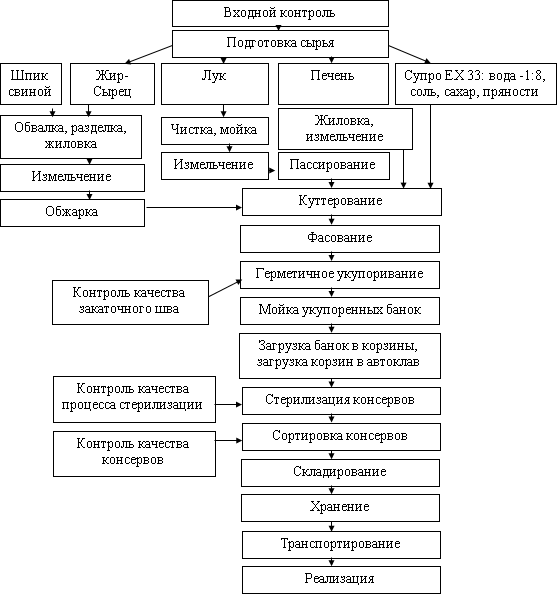
Рисунок 7 — Технологическая схема производства мясных консервов «Крем любительский»
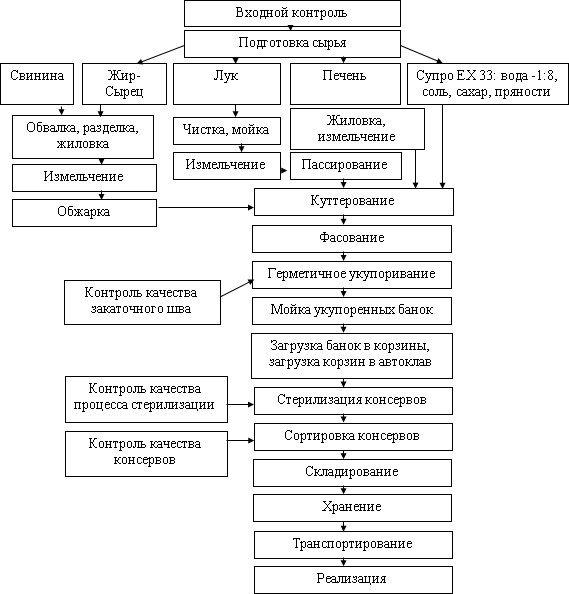
Рисунок 8 — Технологическая схема производства мясных консервов «Паштет для завтрака с печенью»
Таким образом, для осуществления производства мясных баночных консервов необходимо надлежащим образом подготовить сырье и иметь тару, в которой после фасования и герметизации производится дальнейшая обработка продукта и его хранение.
4.1. Подготовка сырья
Поступившее в консервное производство основное сырье перед фасованием в банки надлежащим образом подготавливают.
Приемка, разделка, обвалка и жиловка мяса. Основное сырье мясоконсервный цех принимает, соблюдая требования и правила, характерные для колбасного производства, включая определение состояния, вида и упитанности мяса, число туш, массу принимаемой партии и т. д. Особое внимание уделяю: качеству зачистки туши, применение мокрой зачистки мясного сырья обеспечивает снижение па 60-90 % общей микробиальной обсемененности, что существенно отражается на качестве получаемых консервов.
Разделку полутуш (туш) производят как по комбинированной, так и по дифференцированной схемам. При этом со свинины жирной, мясной и беконной категории упитанности перед разделкой снимают шпик, который впоследствии используют при выработке фаршевых и других консервов. Зарез отделяют и в консервном производстве не применяют.
Мясо обваливают по методам и приемам колбасного производства. Однако имеются и некоторые отличия. Мясо, предназначенное для изготовления натуральных консервов, отделяют от костей в один прием большими кусками. Для производства ветчинных консервов при обвалке свиных полутуш отделяют oт отрубов задний окорок, лопаточную, шейную части. Наряду с традиционными методами в консервном производстве применяют обвалку полутуш в вертикальном положении. Вертикальная обвалка позволяет исключить операции по раскрою туш, облегчает труд обвальщиков, дает возможность на 15 % увеличить производительность труда и на 3 % выход мяса, способствует существенному снижению микробиологической обсемененности.
Мясо жилуют, удаляя лишь грубые соединительнотканные образования, крупные сосуды, железы, хрящи и кости. Межмышечный жир при жиловке свинины не удаляют. Жир-сырец жилуют, отделяя посторонние ткани и прирези. При жиловке мясо и жир-сырец одновременно нарезают на куски: для последующей ручной нарезки массой до 500-600 г, для машин ной резки — до 2 кг и более.
В зависимости от характеристики, качества и вида сырья различные части туши и мясо с них можно использовать для производства различных видов консервов.
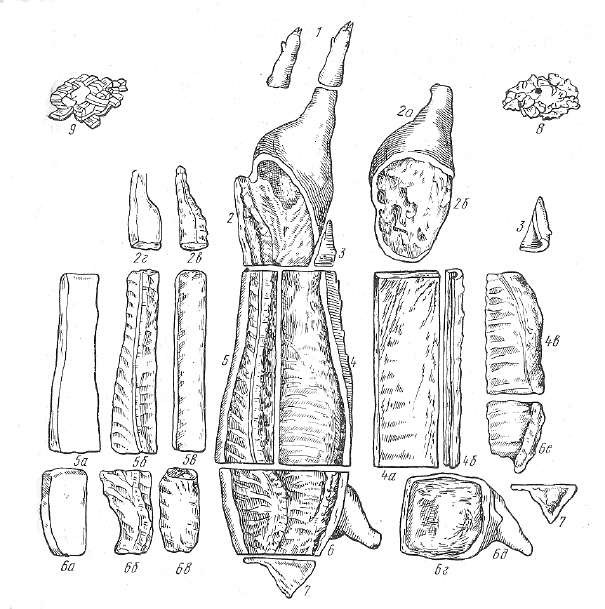
Отрубы свиных туш беконной и мясной категории упитанности (рис. 9) со шкурой применяют в основном для изготовления ветчинных консервов, а мясо после обвалки — для фаршевых консервов. Из мяса свиных туш обрезных и мясной категории упитанности без шкуры при полной их обвалке приготовляют фаршевые консервы: «Свинина тушеная», «Свинина в собственном соку», «Завтрак туриста», мясорастительные консервы. Мясо отдельных частей туши можно использовать, также для производства консервов «Гуляш», «Свиные котлеты», «Филей свиной» и т. д.
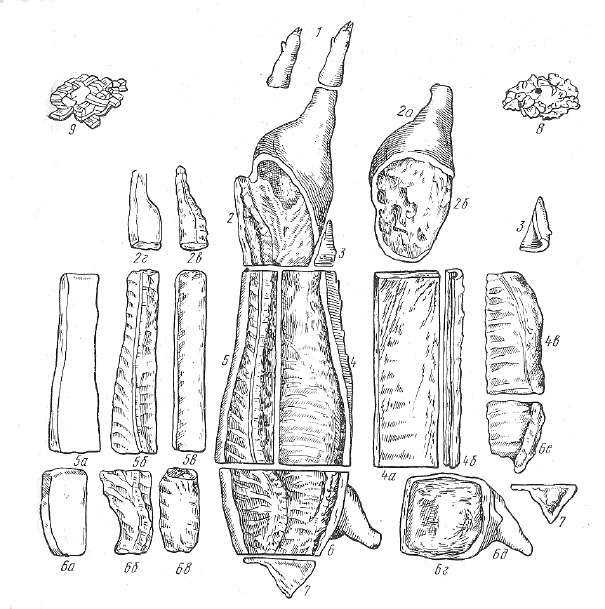
Рисунок 9 — Схема использования свиных туш беконной и мясной упитанности со шкурой для производства консервов: 1-ножки («Ножки в желе»), 2 — окорок (2а — «Подбедерки в желе», 2б – ветчина, буженина), 3 — пашинка (3 и 46 — «Жирная свинина»), 4 — грудинка (4а — «Грудинка жареная в желе и с соусами», «Свиная солянка», «Бекон ломтиками»), 5 — корейка (5в — филей свиной, карбонат),6- лопатка (6в — шейка ветчинная; 6г – ветчина, 6д — «Рулька в желе», 7 — щековина («Жирная свинина»), 8- мясная обрезь. Мясо после обвалки: 2в, 4в, 5б, 6б, 6в — «Свинина рубленая», «Завтрак туриста», «Фаршевые», 2г, 5а, 6а — «Шпик ломтиками», 9 — «Рульки и подбедерки в желе», «Завтрак туриста»
При разделке и обвалке говяжьих туш I категории упитанности часть сырья используют для изготовления пастеризованных консервов, а жилованное мясо — д л я фаршевых, мясорастительных консервов, мяса тушеного и т. п.
При полной обвалке говяжьих туш II категории упитанности мясо в основном идет на изготовление «Говядины тушеной». Из баранины, полученной при полной обвалке, вырабатывают «Мясо тушеное». При дифференцированной обвалке из мяса отдельных частей туши изготовляют консервы более широкого ассортимента.
Разделка, обвалка и жиловка сырья в консервном производстве осуществляются на конвейерных линиях, используемых в сырьевых цехах колбасного производства.
Подготовка субпродуктов. Обработка субпродуктов перед их использованием в консервном производстве включает их размораживание, освобождение от загрязнений, удаление малоценных тканей, отделение жира.
Языки осматривают, удаляют остатки калтыка и подъязычной кости, моют в воде и очищают от слизистой оболочки (кожицы) на центрифугах (температура воды 75-80 0С, продолжительность обработки 1-4 мин). После охлаждения говяжьи и свиные языки сортируют по массе.
Печень осматривают, жилуют, нарезают на куски массой 300 — 500 г и в течение 5 — 10 мин промывают в холодной воде.
Почки жилуют, разрезают на 2-4-16 частей и 2 ч вымачивают в холодной проточной воде.
Сердце и легкие обезжиривают, разрезают, зачищают от сгустков крови и кровеносных сосудов, промывают в холодной воде.
Мозги промывают в теплой воде, удаляют наружную оболочку, кровоподтеки, сосудисто-нервные пучки, разделяют на два полушария, вторично промывают.
Рубец моют в теплой воде, зачищают от остатков жира и слизистой оболочки, нарезают на куски массой 0,5-1,5 кг.
Вымя обезжиривают, разрезают на куски, моют в воде 20-30 мин или вымачивают в 5 %-ном растворе уксуса в течение 5 мин.
Мясо с голов, диафрагму, мясную обрезь осматривают, жилуют и промывают.
Мясо птицы механической обвалки подготавливают в соотвествии с технологической инструкцией по механической дообвалке мяса всех видов скота и птицы и передают на бланширование.
Подготовка тушек птицы и кроликов. Размороженные (либо охлажденные) тушки птицы опаливают газовыми горелками и зачищают. У опаленных тушек отделяют головы, лапки по скакательный сустав и крылышки по плечевой сустав. У непотрошеной и полупотрошеной птицы удаляют внутренности, после чего тушки моют и разрезают на 4 (куры) или 8 (гуси и индейки) частей. Печень, желудок и сердце зачищают, обезжиривают, промывают.
Тушки кроликов после опаливания зачитают, разрубают по хребту, режут пополам. Отделяют почки, остатки горла и пищевода, промывают водой или вымачивают 10-12 ч в 1 %-ном растворе уксуса.
После приемки и предварительной обработки мясо, субпродукты, тушки птицы и кроликов, учитывая разнообразие ассортимента выпускаемых консервов, обрабатывают по-разному перед закладкой в банки: нарезают, измельчают (степень измельчения различна); варят, бланшируют, обжаривают (либо, сочетая несколько приемов тепловой обработки), солят, формуют и т. д. в соответствии с рецептурой и технологической инструкцией.
Измельчение мясного сырья. Измельчение — это операция, которой подвергают большинство видов мясного сырья, используемого в консервном производстве. Измельчение производят различными способами в зависимости от вида вырабатываемых консервов. При производстве натуральных консервов отжилованное мясо нарезают вручную, на мясорезательных машинах на куски массой от 30 до 200 г для их закладки в банку вместе с солью, специями или заливками. Тушки кроликов и птицы перед фасованием разрубают на куски массой до 200 г.
При производстве фаршевых, паштетных консервов, консервов детского и диетического питания и других мясное сырье измельчают на волчках, куттерах, куттер-мешалках, эмульситаторах и коллоидных мельницах.
Фарш для мясных консервов приготавливают в основном так же, как и в колбасном производстве. Однако, учитывая, что тепловая обработка (стерилизация) при изготовлении консервов производится при более высоких температурах, что вызывает уплотнение фарша и значительное (до 20 %) отделение бульона, условия приготовления фарша несколько модифицируются. В частности, при куттеровании фарша в него дополнительно вводят 3 — 6 % крахмала и 0,5 % фосфатов, а количество добавляемой воды снижают на 5 % по сравнению с нормативами для фарша колбасных изделий.
Повышенное содержание соединительной ткани, гидролизирующейся при нагреве до глютина, способствует улучшению качества фаршевых консервов. Во избежание отделения бульона предельное количество жира в используемом сырье — 30 %.
Для улучшения вкуса консервированных мясопродуктов, приготовленных из размороженного мяса, допускается использование 0,3 % глютамината натрия. Введение в рецептуры фаршевых консервов аскорбиновой кислоты предохраняет продукт от нежелательных изменений при воздействии высоких температур в процессе стерилизации и обеспечивает сохранение пищевой ценности.
Мясную и субпродуктовую паштетную массу изготовляют по технологии ливерных колбас из частично или полностью бланшированного сырья, а также из содержимого консервных банок, оказавшихся негерметичными после стерилизации.
При этом сырье последовательно измельчают на волчке, куттере (с одновременным составлением рецептуры), паштетотерке или коллоидной мельнице. Готовую пастообразную массу фасуют в банки. При производстве некоторых видов консервов («Фарш мясной, куриный») используют мясо механической обвалки.
Перемешивание сырья. В консервном производстве при изготовлении фаршевых консервов перемешивают готовый фарш со шпиком перед фасованием в банки; сухую соль с мясом перед выдержкой в посоле, вторичным измельчением на волчке и фасованием («Мясной завтрак»); измельченные и бланшированные субпродукты перед фасованием («Ассорти»); для проведения посола; а также мясо с измельченной свиной шкурой «Говядина (баранина) для завтрака»; нарезанное или измельченное мясо перед фасованием в банки с солью, мукой, специями, луком, томат-пастой, сахаром, уксусом, овощами, крупами и т. д.; при производстве мясо-растительных консервов и консервов типа «Гуляш», «Мясо в белом соусе» и т. п.
Применение вакуумирования при перемешивании мясного фарша значительно улучшает качество готовых изделий, способствует увеличению коэффициента теплопроводности консервов и степени заполнения тары.
Посол мясного сырья. При изготовлении мясных консервов па разных стадиях технологической обработки в мясное сырье вводят поваренную соль. При производстве консервов «Антрекот» из конского мяса, изготовленных с предварительной тепловой обработкой сырья в форме, или «Мясо тушеное» соль добавляют непосредственно при фасовании продукта в банки. Иногда в мясорастительные консервы. («Субпродукты рубленые») соль перемешивают с остальными компонентами на мешалке и сразу передают продукт на фасование.
При изготовлении паштетных консервов соль закладывают в куттер вместе со специями и бульоном. При таких способах введения соль перераспределяется в продукте в процессе хранения консервов.
Для некоторых консервов процесс посола совмещают с другими видами технологической обработки: бланшированием («Почки в томатном соусе»), когда соль добавляют в воду, обжаркой («Мозги жареные»).
При производстве ветчинных консервов независимо от вида последующей тепловой обработки, а также для консервов, изготовляемых с предварительной тепловой обработкой сырья в формах («Рулет из конского мяса, «Мясо деликатесное конское»), посол осуществляют сухим, мокрым и смешанным способами.
Продолжительность и способ посола зависят от вида вырабатываемых консервов. При производстве ветчинных консервов окорока и лопаточную часть после зачистки шприцуют, заливают рассолом и выдерживают для посола («Ветчина деликатесная» — 2 суток; «Ветчина пастеризованная» — 2 суток).
После посола окорока и лопаточную часть выдерживают для созревания 5-7 суток, коптят, обваливают, варят в формах, после чего охлаждают и фасуют в банки. При изготовлении «Ветчины рубленой» полужирную свинину перемешивают в мешалке с рассолом и выдерживают 2 суток для посола и созревания. При подготовке сырья для производства консервов «Завтрак туриста» и «Бекон рубленый» посолочные ингредиенты перемешивают с мясом в мешалке и солят в тазиках от 48 ч («Завтрак туриста») до 4-5 суток («Бекон рубленый»).
Предварительная тепловая обработка сырья. Некоторые виды основного сырья перед закладкой в банки подвергают предварительной тепловой обработке: бланшированию, обжариванию, варке, обжарке, копчению.
Бланширование представляет собой кратковременную варку сырья в воде, в собственном соку или в паровой среде до неполной готовности. Тепловая денатурация белков сопровождается уменьшением диаметра мышечных волокон, в результате чего выпрессовывается свободная влага, масса мяса после бланширования уменьшается на 40 — 45 %, а объем — на 25 — 30 %, что позволяет максимально использовать полезную вместимость тары при фасовании консервов и увеличить концентрацию пищевых веществ в продукте.
Одновременно в процессе бланширования частично разваривается соединительная ткань, уменьшается ее прочность, возрастает проницаемость клеточных мембран, выделяются воздушные пузырьки, наличие которых в стерилизуемом продукте катализирует окисление сырья, стимулирует внутреннюю коррозию тары и приводит к повышению давления в банках при стерилизации.
Бланширование вызывает инактивацию мышечных ферментов и гибель вегетативной формы микроорганизмов, находящихся в мясе, в результате чего повышается эффективность последующей стерилизации.
Следует отметить, что при бланшировании мяса в воде в значительной степени теряются растворимые пищевые вещества, минеральные соли и витамины, поэтому предпочтительнее производить бланширование паром.
Существует несколько способов бланширования мяса.
По первому способу жилованное сырье закладывают в бланширователь (или котел) с кипящей водой в соотношении 53:47. Для получения концентрированного бульона в одном котле бланшируют три закладки мяса: первую закладку выдерживают 50 — 60 мин, вторую -1 ч 15 мин и третью — 1 ч 30 мин. Четвертую закладку в этот же бульон проводить не следует, так как увеличивается продолжительность варки, плотность бульона практически не изменяется, а качество бульона и мяса ухудшается.
При втором способе — бланширование мяса в собственном соку мясо загружают в бланширователь на 2/3 объема, добавляя горячую воду (4 — 6 % массы мяса). После однократного бланширования в течение 30 — 40 мин бульон получается достаточно концентрированным, пригодным для непосредственного использования в консервах без дополнительного выпаривания.
При третьем способе к мясу добавляют 15 — 20 % воды, продолжительность процесса 30 — 40 мин. Затем мясо выгружают, а оставшийся бульон упаривают. После бланширования второй партии мясо выгружают, а полученный бульон по концентрации пригоден для добавления в консервы, так как содержит не менее 15 % сухих веществ. Бланширование считают законченным, если мясо на разрезе имеет серый цвет и не выделяет при надавливании кровянистого мясного сока.
Мясное сырье бланшируют при производстве субпродуктовых, паштетных и некоторых других видов консервов.
Мясо птицы механической обвалки бланшируют для мясорастительных консервов «Паштеты для завтрака» в двухстенных варочных котлах. Для предупреждения подгорания в котел в начале загружают измельченный жир – сырец или шпик (10 % к массе сырья), растапливают его, а затем добавляют мясную массу, и при перемешивании бланшируют до приобретения массой серого цвета, температура сырья после бланширования – (70 5) °С, после чего сырье передают на куттерование.
Для консервов «Язык говяжий в собственном соку» так же, как и для некоторых субпродуктовых консервов, допускается исключение бланширования. В этом случае при фасовании вместо бульона в банку закладывают сухой желатин.
Бланширование проводят в аппаратах периодического ( варочные опрокидывающие котлы, котлы «Вулкан») и непрерывного (бланширователь ФНБ) действия, открытого и закрытого типа. Последний тип предназначен для обработки сырья при температурах выше 300 °С.
По окончании бланширования мясное сырье охлаждают до 45 — 55 °С и направляют на фасование либо на дальнейшую технологическую обработку.
Обжаривание — это тепловая обработка продуктов в присутствии достаточно большого количества жира. Жир, являясь жидкой теплопередающей средой, улучшает условия нагрева и в то же время защищает продукт от перегрева. Кроме того, жир при обжаривании пропитывает продукт, увеличивая его пищевую ценность.
В процессе обжаривания поверхностный слой мяса обезвоживается и уплотняется. Последующий термический (пирогенетический) распад составных частей мяса на поверхности приводит к образованию летучих веществ, участвующих в формировании специфического аромата и вкуса. При обжаривании происходит частичный гидролиз жира до глицерина и свободных жирных кислот, а также гидротермическое расщепление до 10-20 % коллагена соединительной ткани.
Степень образования ароматических веществ и их вид зависят от температуры обжаривания: при 105 — 130 оС отмечается начальный этап образования летучих веществ, при 150 — 160 оС процесс интенсифицируется, при 180 оС возможно появление «ожога», обугливание поверхности продукта, образование веществ с неприятным вкусом и запахом.
Несмотря на достаточно высокую температуру процесса, внутренние слои продукта, сохраняющие достаточно большое количество влаги, не перегреваются выше 102 — 103 оС, вследствие чего в толще мяса характер изменения составных компонентов напоминает изменения, происходящие при влажном нагреве.
Под действием высокотемпературного нагрева при обжарке имеют место потери витаминов, степень распада которых возрастает по мере увеличения продолжительности обжарки. С выделяющимся мясным соком теряется часть минеральных солей.
При организации обжаривания необходимо учитывать не только температуру процесса, но и его продолжительность, а также размеры обрабатываемых кусков продукта.
При слишком высоких температурах и больших размерах кусков поверхностные слои продукта будут обжариваться полностью, однако внутри мясо может остаться сырым, несмотря на появление желательного аромата и вкуса.
При относительно низких температурах обжаривания резко возрастает продолжительность процесса, мясо разрыхляется без образования плотной поверхностной корочки. Из такого полуфабриката консервы получаются разваренными и разволокненными.
Продолжительность обжаривания в зависимости от размеров кусков и вида сырья составляет от 8 до 45 мин. Нарушение режимов обжаривания может привести к резкому уменьшению массы продукта вследствие чрезмерного обезвоживания. В технологической практике величина потерь массы мясного сырья при обжаривании составляет от 35 до 60 %.
Сырье обжаривают при изготовлении консервов «Мясо жареное», «Гуляш», некоторых видов консервированной продукции, содержащей растительные наполнители.
В зависимости от типа вырабатываемых консервов обжаривание производят после бланширования или без него, один раз или двукратно, с использованием костного, свиного жира, рафинированного подсолнечного масла, сливочного масла (5 — 10 % к массе мясного сырья).
Следует учитывать, что при многократном использовании жира в качестве теплопроводящей среды в нем существенно интенсифицируется гидролиз и окисление с накоплением альдегидов и оксикислот.
Мясное сырье обжаривают в варочных опрокидывающихся котлах, в универсальных электрических жарочных аппаратах и на электрических плитах.
Копчение и обжарку используют как этап технологической обработки при подготовке к фасованию мясопродуктовых консервов. В частности, после посола холодному копчению подвергают «Ветчину деликатесную» (3 ч) и «Шейку ветчинную» (1 ч). Горячим копчением обрабатывают «Ветчину» (8 ч), «Ветчину таллинскую» (6-8 ч), «Бекон, копченый пастеризованный ломтиками» (60 ч), «Грудинку говяжью копченую» (8-10 ч).
Во избежание загрязнения мясопродуктов копотью окорока коптят в марлевых мешочках либо без них, но обязательно обтирают поверхность по окончании обработки чистой тканью. Обжарке подвергают ограниченное количество мясопродуктов, предназначенных для консервирования: «Сосиски русские», «Сосиски рижские» и др.
Варке в консервном производстве подвергают сформованные сосиски («Сосиски рижские» и «Сосиски латвийские») после обжарки, посоленное сырье для изготовления ветчинных консервов, соленое или несоленое сырье в формах.
Операции обжарки, варки и копчения осуществляют па оборудовании и по режимам, аналогичным используемым в колбасном производстве.
4.2. Подготовка вспомогательных материалов
Перед фасованием в банки до перемешивания с мясным сырьем или перед введением в них вспомогательные материалы растительного происхождения осматривают, сортируют, удаляют посторонние примеси, измельчают, промывают, замачивают, бланшируют, варят и т. д.
Бобовые осматривают, очищают от примесей и раздробленных зерен, замачивают в теплой воде (1,5 — 3 ч), моют и бланшируют 6 — 30 мин.
Крупы очищают от примесей. Рис и перловую крупу промывают, бланшируют 8 — 10 мин для набухания и вновь промывают в холодной воде. Гречневую крупу прокаливают на противнях, замачивают в горячей воде для набухания, после чего перемешивают с солью и специями и в горячем виде передают на фасование.
Мучные изделия осматривают, удаляют посторонние примеси, бланшируют в кипящей воде (5 — 10 мин), после чего промывают холодной водой. К промытым макаронам, лапше, вермишели во избежание склеивания их в готовых консервах добавляют расплавленный жир.
Муку пропускают через систему металлообнаружителей и пассеруют, т. е. обжаривают без жира в паровых котлах или па плитах.
Овощи (морковь, свекла, капуста) калибруют, моют, осматривают, очищают от загрязнений, поврежденных мест, измельчают.
Картофель моют, калибруют, инспектируют, очищают, дочищают, вторично моют и режут на кубики (10 — 15 мм) или полоски па овощерезках.
Лук и чеснок осматривают, очищают от покровных сухих листьев, обрезают корневую и верхнюю части, удаляют поврежденные места, после чего моют и режут на овощерезках или куттерах.
Нарезанный лук обжаривают на костном или свином жире (5 — 20 % к массе сырого лука) до светло-золотистого или коричневого цвета. Выход обжаренного лука составляет 60 % к массе свежего лука и жира. В консервном производстве допускается использование заготовленного впрок, нор малыш обжаренного в растительном масле лука, после того как с него стечет масло.
Сушеный лук после разборки и инспекции пропускают через систему магнитной очистки, замачивают в воде и направляют на обжаривание.
Белые коренья (пастернак, сельдерей) перед закладкой в банки моют, очищают, измельчают (шинкуют) и используют в сыром виде.
Перец, гвоздику, кардамон осматривают, измельчают, если они не были измельчены, просеивают через сито для удаления посторонних примесей и пропускают через магнитоуловители.
Лавровый лист перед закладкой в бачки осматривают, удаляют посторонние примеси, веточки, загнившие и заплесневевшие листья, затем промывают холодной водой.
Бульоны, являющиеся составной частью некоторых видов консервов и при охлаждении образующие желе, получают длительной варкой в воде говяжьих и бараньих костей, хранившихся после обвалки не более 24 ч, сухожилий, мясокостного, сырья.
Для приготовления костного бульона поделочную кость и кость для производства клея, кулаки промывают 15 — 20 мин в проточной холодной воде в чанах или ваннах. Кость для производства клея после мойки измельчают. Затем кости обжаривают в газовых опалочных печах в течение 20 — 40 мин при 120 — 160 оС, чтобы получающийся бульон имел коричневую окраску, хороший аромат и вкус.
Обжаренные кости загружают в двухстенный котел, заливают водой (соотношение кости к воде 1:3) и варят в течение 3 — 4 ч при 90 — 95 °С. По окончании варки бульон отстаивают, удаляют с поверхности жир. Выход бульона по отношению к кости должен составлять 1:1. Полученный бульон очищают на тканевых фильтрах.
В некоторых случаях сначала в котел заливают воду, доводят ее до кипения, загружают в нее кость (соотношение воды к кости 1:1) и варят по 2 ч в три партии в одном бульоне, добавляя воду так, чтобы она покрывала кость на 10 — 15 см. Бульон отстаивают, жир с поверхности снимают, а бульон переливают в другую емкость. Отстоявшийся бульон выпаривают 20-30 мин при кипении в котле, фильтруют и используют при заливке в банки для приготовления соусов.
Бульоны из крылышек, ножек и костей птицы готовят таким же образом. К концу варки бульон из птицы должен стать прозрачным, янтарно — желтого цвета. Для увеличения его застудневающей способности в готовый бульон добавляют желатин, а для вкуса — соль в соответствии с рецептурой.
Концентрированные бульоны можно получить из смеси бульонов после бланширования мяса (три раза в одной воде либо один раз в присутствии 4 — 20 % воды) и бульона после варка кости.
Такие бульоны также отстаивают, и с их поверхности удаляют жир. Обезжиренный бульон фильтруют или сепарируют. Если бульон имеет недостаточную концентрацию (менее 15 % сухих веществ), его упаривают. Упаривать бульон лучше под вакуумом, но температура его при любом способе выпаривания должна быть не ниже 65 °С, так как он является хорошей питательной средой для развития микроорганизмов. В случае длительного выпаривания при атмосферном давлении качество бульона ухудшается, в результате чего он плохо желатинизируется. В таких случаях к бульону добавляют 0,5-1 % желатина.
Бульоны из мясокостного сырья готовят подобным образом. Однако время варки составляет 4 ч (соотношение кости и воды 1:1).
Для приготовления бульонов для консервов «Языки в желе» используют сухожилия с ног крупного рогатого скота. Котел с сухожилиями заливают водой, перемешивают, сливают воду и вновь заливают чистую холодную воду, после чего ее кипятят 10 мин при постоянном перемешивании. Горячую воду сливают, вновь заливают сухожилия холодной водой ( из расчета 4 ч. воды на 1 ч. сухожилий), доводят температуру до 85 оС. при которой и ведут варку в течение 14-16 ч. Во избежание помутнения бульона доводить воду до кипения не рекомендуется. Бульон фильтруют и используют для заливки в банку.
Качество бульонов, используемых в консервном производстве, определяют в лаборатории, просматривая прозрачность и плотность. Застудневающие бульоны (желе) получают путем набухания желатина в воде (1:50) в течение 40 — 50 мин и исследующего растворения его при перемешивании в нагретом до 60 — 70 оС.
Для консервов, содержащих желе, не обязательно специально приготавливать бульоны или раствор желатина. В некоторых видах консервов («Завтрак туриста») в состав фарша вводят соответствующим образом подготовленное коллагенсодержащее сырье, которое при последующей тепловой обработке приобретает способность к застудневанию. Предварительную подготовку этого сырья проводят двумя способами: с нагреванием и без него.
При обработке сырья без нагревания ахилловы сухожилия, жилки, соединительную ткань и очищенную от щетины, и обезжиренную свиную шкурку загружают в двухстенный котел, заливают холодной проточной водой и перемешивают до исчезновения мути. Затем воду сливают, и сырье вновь заливают чистой холодной водой, в которой выдерживают до 1 ч. После промывки воде дают стечь, сырье измельчают на волчке сначала через решетку с крупными отверстиями, затем через решетку с отверстиями диаметром 3 мм.
При обработке с нагреванием сырье после промывки заливают водой, доводят до кипения и кипятят 10 — 15 мин. Затем его выгружают из котла и в горячем виде измельчают на волчке через решетку с отверстиями диаметром 2 — 3 мм, охлаждают в тазах слоем 10 см до 0 — 4 °С. Охлажденное сырье выгружают из тазиков, режут на полосы, вторично измельчают на волчке через решетку с отверстиями диаметром 2 мм и в мешалке перемешивают с мясом.
Соусы придают консервам специфический вкус и привлекательный внешний вид. В зависимости от того компонента, который определяющим образом влияет па формирование вкуса и вида готового соуса, их подразделяют на томатный, белый, сметанный, сладкий и винный.
Название соуса зависит от вида наполнителя; у томатного соуса им является томат-паста, у сметанного — сметана, у сладкого — жженый сахар, у белого — пассерованная мука.
Соусы готовят на костных или мясных бульонах по следующей схеме. На первом этапе в горячий бульон вносят пассерованную (обжаренную) муку и при перемешивании кипятят бульон 10 — 20 мин до исчезновения крупинок муки. Затем вносят томат-пасту, сметану или другой наполнитель, соль, сахар, пряности и вновь при перемешивании кипятят соус 5 — 15 мин. Готовый соус заливают в банки при 70 — 75 оС.
4.3. Подготовка тары
Банки и крышки не должны иметь загрязнений, остатков флюса от пайки, смазки, металлической пыли и мелких опилок, наплывов припоя на внутренней поверхности; прокладки на крышках не должны быть размягчены в результате тепловой обработки. Соединительный шов корпуса и донышка должен быть герметичен.
Тара должна пройти предварительную санитарную обработку, снижающую микробиальную загрязненность. Стеклянные банки моют 2 — 3 %-ным раствором гидроксида натрия. После мойки банки обрабатывают острым паром и горячей (95 — 98 °С) водой. Металлические крышки, предназначенные для укупорки стеклянной тары, шпарят в кипящей воде 2 — 3 мин в сетках.
Процесс мойки должен обеспечивать удаление микроорганизмов не менее чем в 99 % вымытых банок.
Санитарную обработку стеклянной и жестяной тары и последующее обсушивание производят на специальных устройствах конвейерного типа, которые состоят из нескольких секций: мойки (замачивания), шпарки, ополаскивания и подсушивания.
4.4. Порционирование и закатка банок
В мясопорционном отделении заполняют продуктом подготовленную тару, проводят контрольное взвешивание консервов после фасования, закатку крышки (укупорку банки) с одновременной маркировкой ее, проверяют герметичность банок.
При порционировании необходимо обеспечить соответствие соотношений основных компонентов рецептуры действующим требованиям технических условий.
При фасовании вначале закладывают плотные составные части: соль, специи, жир-сырец, мясо и т. п., после чего в банку заливают жидкие компоненты — бульон, соусы.
В зависимости от вида сырья и степени механизации производственного процесса порционирование и фасование производят вручную или механизированным способом.
При ручном порционировании взвешивают содержимое каждой банки. Соль, специи и основное сырье закладывают в определенной последовательности: вначале укладывают лавровый лист, соль и специи, затем жир и после этого мясо. Соль и молотый перец предварительно смешивают в соответствии с рецептурой и фасуют дозировочно-фасовочными устройствами или автоматами.
При фасовании жидкие (бульон, соусы), сыпучие (специи, крупы) и пластические (фарш) продукты дозируют машинами по объему с помощью мерных наполнительных цилиндров.
Машинным способом фасуют мясо, нарезанное на куски (мясо тушеное, жареное в соусе, гуляш, рагу), фаршевые, паштетные консервы и др. Остальные виды консервов, такие, как языковые, ветчинные, сосиски, консервы из птицы и кроликов и другие, фасуют вручную. Необходимо отметить, что механизированное порционирование обеспечивает более низкую обсемененность закладываемого в банку сырья.
При ручном фасовании содержимое закладывают в тару на конвейерах, оснащенных весами (для контроля массы продукта) и закаточной машиной. Автоматическое дозирование компонентов рецептур, включающих мясо, нарезанное на куски («Гуляш», «Мясо тушеное», «Ассорти» и т. п.), производят на наполнительных машинах ЛДМ и В2-ФНА, порционирование колбасного фарша и паштетной массы — на шприцах-дозаторах «Идеал» и САМ-80, имеющих Г-образную изогнутую цевку.
При выработке консервов, содержащих желе (ветчина, колбасный фарш, паштеты), на дно и под крышку жестяных банок закладывают пергаментные кружочки, уменьшающие контакт продукта с жестью и улучшающие его внешний вид.
Наполненные банки от автоматов-дозаторов по транспортеру передают на контрольное взвешивание и закатку.
Контрольное взвешивание производят вручную на циферблатных весах либо на инспекционных автоматах. Основная задача этой операции — не допустить производства незаполненных (легковесовых) и переполненных (тяжеловесных) банок.
Для определения массы нетто каждой банки необходимо знать точную среднюю массу пустой банки. С этой целью 1 — 3 раза за смену взвешивают партию по 100 банок и на основании этого находят среднюю массу одной банки. В целом допустимые отклонения в массе нетто отдельных наполненных банок массой до 1 кг составляют ±3,0 %, для банок более I кг — ± 2,0 %.
Особое внимание при этом должно быть уделено тому, чтобы на бортах банок, поступающих па закатку, не было кусков мяса, так как их присутствие может оказаться впоследствии причиной негерметичности консервов.
Взвешенные банки, наполненные содержимым, по транспортеру подают на закатку (присоединение крышки к корпусу). На закаточных машинах перед подачей крышки на прифальцовку ее маркируют, т. е. наносят специальные знаки, выдавливая металл внутрь банки, или (реже) с помощью типографской печати. Маркировку осуществляют в две строчки: на донышко нелитографированной банки наносят индекс отрасли промышленности (ММ-мясная), номер завода и последнюю цифру года изготовления; на крышке выштамповывают номер смены (одной цифрой), число месяца изготовления (двумя цифрами, до девятого числа включительно впереди ставят ноль), месяц изготовления, обозначенный буквой «Л» (январь), «Б» (февраль) и т. д. по алфавиту до «Н», исключая букву «3», ассортиментный номер (1-3 знака).
На литографированные банки наносят на крышку только одну строчку маркировки (с указанием смены, даты выработки и ассортиментного номера), так как остальная информация уже обозначена на банке. При выработке консервов для экспортных поставок, несмотря на наличие этикетки, маркировку банок наносят полностью в две строчки, причем дополнительно RO второй строчке выбивается шестой знак, соответствующий сорту консервов («В» — высший сорт).
Для нанесения знаков на концы банок применяют автоматические маркировочные машины ударного и ротационного действия.
Сущность процесса закатки состоит в герметическом присоединении крышки к корпусу банки путем образования двойного закаточного шва. На корпус надевают донышки, и в собранном виде пара плотно зажимается между верхним и нижним патронами и начинает вращаться. Расположенный сбоку закаточный ролик прижимается к вращающемуся донышку и обкатывает его. Сложность формы шва и особенности силового воздействия обусловливают выполнение закатывания в две последовательные операции: подгиб поля крышки и ее завитка под фланец корпуса; окончательное сжатие шва, полная герметизация межслойных зазоров пастой.
Как правило, закатка производится при помощи закаточного патрона и закаточных роликов первой и второй операций. Закатку можно осуществлять при вращающейся или неподвижной банке. Для этой операции используют закаточные машины различного типа: полуавтоматические одношпиндельные с вращением и без вращения банки; автоматические однобашенные и двухбашенные без вращения банки; автоматические однобашенные вакуум-закаточные установки с механическим, тепловым вакуумом с клинчером и без клинчера.
Полуавтоматические закаточные машины предназначены для предприятий малой мощности, а также для укупорки наполненных банок, содержимое которых необходимо утрамбовывать (куриные, ветчинные, языковые консервы, жареное мясо, почки и т. п.).
Автоматические закаточные машины предназначены для маркировки, закатки (в обычных атмосферных условиях или в разреженной атмосфере) и подсчета цилиндрических консервных банок. По конструктивным признакам они подразделяются на однопозиционные и двухпозиционные линейные и многопозиционные карусельные, однобашенные или двухбашенные.
Автоматический процесс закатки или укупорки банок для безвакуумных автоматов осуществляется непрерывно и состоит из следующих операций: приема банок с цеховых транспортных устройств, выдачи крышки из магазина, маркировки крышек, подачи банок и крышек к закаточному ротору и их относительной ориентации, установки крышки на банку, установки собранных банок с крышкой в патрон закаточного механизма, закатки банки роликами I и 2 операции, съема банки, подсчета готовых изделий, подачи готовых изделий на цеховые транспортные устройства для дальнейшей обработки. Так работают автоматические однобашенные и двухбашенные закаточные машины.
В консервной промышленности широко используют вакуумирование содержимого банок перед закаткой. Обычно воздух попадает в банку во время порционирования и находится между кусками мяса, в порах и частично растворен в жидкости. Присутствие воздуха в закрытой консервной таре оказывает нежелательное воздействие на продукт и тару, как во время стерилизации, так и при последующем хранении.
Наличие кислорода воздуха вызывает коррозию металла, ускоряет процессы окисления в продукте, что отрицательно сказывается на качестве жира (возрастает перекисное и кислотное числа, рН и общая кислотность продукта), катализирует разрушение витаминов и ароматических веществ, создает благоприятные условия для развития аэробных бактерий, что в конечном итоге приводит к ухудшению качества консервов и сокращению сроков их хранения. Воздух, обладающий низкой теплопроводностью, уменьшает скорость прогрева содержимого банки и тем самым тормозит ход стерилизации. Кроме того, чем больше воздуха в банке, тем больше избыточное давление внутри тары во время стерилизации, что сопровождается появлением брака консервов в виде деформации или разрыва банок.
Использование вакуумирования позволяет не только уменьшить степень проявления рассмотренных негативных эффектов, но и дает возможность одновременно удалить из банки газообразные продукты распада белков (аммиак и сероводород), являющиеся причиной потемнения внутренней поверхности тары.
Для проведения закатки с одновременным вакуумированием используют различные вакуум-закаточные машины.
4.5. Проверка герметичности закатанных банок
После закатки банок на любом типе машин, исключая вакуумзакаточные, в технологической линии предусмотрена проверка герметичности заполненных и укупоренных банок.
Цель проверки — не допустить в стерилизацию плохо закатанные банки, у которых в ходе тепловой обработки появится активный подтек (т. е. содержимое будет выходить из банки). Банки па герметичность проверяют несколькими способами: визуально (внешний осмотр), в водяной контрольной ванне, с помощью воздушных и воздушно-водяных тестеров.
При обнаружении негерметичности банки удаляют с конвейера. Плохо закатанные банки вскрывают, и содержимое перекладывают в другие. Банки, негерметичные по фальцу, вторично подкатывают на закаточной машине роликом второй операции. Банки, негерметичные вследствие проштамповки и других дефектов, вскрывают, и содержимое их перекладывают в другие банки.
Основной причиной негерметичности банок является плохое качество закаточного шва вследствие недостаточной отрегулированности закаточной машины либо отклонений в линейных размерах банок, поступающих на закатку. Если число негерметичных банок превышает 0,1 % (в течение 1 ч проверки), то закаточную машину останавливают и устраняют неполадки.
После проверки на герметичность банки передают на стерилизацию. Особое значение имеет предотвращение простоя после фасования продукта в банки и до начала стерилизации. Продолжительность всего процесса, начиная с момента закатки до начала стерилизации, не должна превышать 30 мин. Нарушение этих условий приводит к интенсивному развитию микроорганизмов в сырье и, как следствие, к браку консервов.
4.6. Термообработка
В процессе производства консервов для обеспечения стабильности продукта при хранении используют такие способы термообработки, как стерилизация, пастеризация, тиндализация.
Стерилизация — одна из основных операций технологического процесса производства консервов, которую проводят, нагревая продукт до температуры выше 100 оС, для подавления жизнедеятельности микроорганизмов либо для их полного уничтожения.
Основными источниками загрязнения консервов до стерилизации являются мясное сырье, вспомогательные материалы и специи. В среднем общая бактериальная обсемененность содержимого консервов может достигать 1х1012 клеток в 1 г (см3) при регламентируемом уровне от 104 до 2х105 бактерий.
Цель стерилизации — уничтожение тех форм микроорганизмов, которые могут развиваться при обычных условиях хранения и вызывать при этом порчу консервов либо образовывать опасные для здоровья человека продукты своей жизнедеятельности (токсины).
К этим видам микрофлоры относят представителя токсигенных спорообразующих анаэробов Cl. botulinum и гнилостные анаэробы Cl. sporogenes, Cl. perfringens, Cl. putrificum.
Кроме анаэробов, в консервах находятся аэробы, термоустойчивые и термофильные микроорганизмы, большинство из которых после стерилизации в консервах не развиваются и в санитарном отношении являются безвредными.
Нагрев мяса при температуре 134 °С в течение 5 мин уничтожает практически все виды спор, включая и споры наиболее термоустойчивых микроорганизмов. Однако воздействие повышенных температур приводит к необратимым глубоким химическим изменениям продукта, обусловливающим снижение его качества и пищевой ценности.
В связи с этим наиболее распространенная и предельно допустимая температура стерилизации мясопродуктов ниже 135 °С (в пределах 120 °С). При этом подбирают такую продолжительность нагрева, которая обеспечивает достаточно эффективное обезвреживание споровых форм микробов и резкое снижение их жизнедеятельности.
Правильно выбранный и научно обоснованный режим стерилизации (температура и продолжительность ее воздействия) должен гарантировать высокое качество консервируемого продукта при наличии определенной степени стерильности (так называемой «промышленной стерильности»), при которой полностью отсутствуют возбудители ботулизма и другие токсигенные и патогенные формы, а количество неопасных для здоровья человека микроорганизмов не превышает установленных норм.
Не исключается наличие в стерилизованных консервах единичных спор мезофильных бацилл типа Вас. subtilis (сенная палочка). Вас. mesentericus (картофельная палочка) и Вас. сеreus. Однако для поддержания высокого санитарно-гигиенического уровня консервного производства степень обсемененности сырья до стерилизации спорами этих микроорганизмов не должна превышать 103 на 1 г, что обеспечивает содержание остаточной микрофлоры не более 1 споры на 10 г готового консервированного продукта.
Таким образом, промышленной стерилизацией не всегда достигается абсолютная стерильность консервов, но обеспечивается их доброкачественность и стойкость к хранению.
Влияние нагрева на микрофлору. Нагрев при температурах выше 100 °С уничтожает в основном вегетативные формы микроорганизмов и большую часть споровых, что обусловлено денатурацией белков протоплазмы живых клеток и разрушением ферментов. Одновременно под воздействием термообработки перерождаются сохранившиеся споры, их способность к прорастанию резко снижается. Количество остаточной микрофлоры зависит как от уровня температуры, так и от продолжительности термообработки.
Период, в течение которого при данной температуре стерилизации погибают микроорганизмы, называют временем отмирания. Понятие «время отмирания» является условным, так как, во-первых, мгновенно нагреть систему, содержащую микробы, до температуры собственно стерилизации практически невозможно и, во-вторых, даже после самых жестких условий стерилизации в объектах могут быть обнаружены живые микробные клетки, хотя и в очень малых концентрациях.
Однако в реальных условиях стерилизации содержимое консервов прогревается не одномоментно, а постепенно: теплопередача идет от периферии банки к центру. При этом центральная часть начинает стерилизоваться при заданной температуре значительно позже, чем периферийные слои.
В связи с непрерывностью теплового воздействия на продукт при расчете времени отмирания ориентируются на микрофлору, находящуюся в центральной части банки, и отсчет времени ведут с момента достижения температуры собственно стерилизации в наиболее удаленном от периферии месте, находящимся вблизи геометрического центра банки.
В условиях стерилизации консервов значение времени отмирания зависит не только от температуры собственно стерилизации, но и от характеристики микрофлоры, состава консервов, условий технологической обработки и ряда других факторов.
Условия отмирания для данного вида микроорганизмов всегда определяются соотношением «температура — время».
Для каждого вида микроорганизмов существует обратная зависимость между временем отмирания и температурой при одинаковом стерилизующем эффекте.
Каждый вид микрофлоры обладает своим собственным временем отмирания в силу различной устойчивости к нагреву. Термоустойчивые и термофильные микроорганизмы могут приспосабливаться к высоким температурам. При этом в присутствии термофильных мезофильные микроорганизмы часто также приобретают термоустойчивость.
Как правило, споры анаэробов отмирают медленнее, чем споры аэробов. Из анаэробов наиболее опасен Cl. botulinum, токсин которого даже в малых дозах смертелен для человека.
Споры палочки CL botulinum выдерживают кипячение в течение 3 — 6 ч, при 105 °С они гибнут через 2 ч. Дробная стерилизация не освобождает мясопродукты от спор.
Устойчивость их к нагреванию зависит от состава среды. Токсин Cl. botulinum очень сильный, не разрушается под влиянием пищеварительных соков, но инактивируется через 30 мин при 80 0С. Не только различные виды, но и различные штаммы одного и того же вида образуют споры с различной резистентностью к воздействию высоких температур. Например, период инактивации спор различных штаммов CI. botulinum при 110 °С от 7 до 16 мин. Термоустойчивость спор, выросших в стерилизованном мясе, в 3 раза выше, чем у спор, культивированных на сыром.
Споры отмирают по стадиям: на первой (стадия быстрого отмирания) уничтожается более половины спор, находящихся н продукте; па второй число жизнеспособных спор уменьшается по логарифмической кривой; в третьей скорость отмирания небольшого количества оставшихся спор уменьшается. Данное обстоятельство принимают во внимание при расчете условий стерилизации консервов графоаналитическими методами.
В производственных условиях определение степени бактериальной обсемененности консервов перед стерилизацией производят ежедневно: один раз в смену па каждой линии и по каждому виду вырабатываемой продукции. Максимально; допустимое количество микробных клеток в банках не должно превышать 2 .105 бактерий в 1 г.
Дополнительным нормативным показателем, характеризующим санитарное состояние производства, может служить общее количество сапрофитных микробов на рабочих поверхностях технологического оборудования: при наличии свыше 1000 микробных клеток в 1 мл смыва санитарное состояние производства считают неудовлетворительным. В большинстве случаев устойчивость микроорганизмов к нагреву увеличивается с возрастом. Старые культуры имеют более высокую приспособляемость к изменяющимся внешним условиям и могут выдерживать значительно более жесткие режимы стерилизации.
Изменение в мясе при стерилизации. Режим стерилизации является важнейшим фактором, определяющим качество консервов.
По характеру воздействия на продукт стерилизация, представляющая собой процесс термообработки при температурах выше 100 °С, сохраняет особенности влажного нагрева. При этом в мясе происходят такие важные и характерные изменения, как тепловая денатурация растворимых белковых веществ, сваривание и гидротермический распад коллагена соединительной ткани, окисление и гидролиз жира, изменение витаминов, экстрактивных веществ, структуры и органолептических показателей.
Однако по сравнению с нагревом при умеренных температурах стерилизация в значительной степени катализирует скорость гидролитических процессов основных компонентов мяса, глубина которых возрастает с увеличением продолжительности стерилизации и повышением температуры.
Гидролиз высокомолекулярных азотистых веществ. В результате воздействия стерилизации в мясе может происходить глубокая деструкция растворимых белковых веществ до полипептидов. При этом часть полипептидов гидролизуется до низкомолекулярных азотистых оснований. Имеют место процессы дезаминирования и декарбоксилирования некоторых аминокислот, сопровождающиеся разрушением и потерей части из них, в том числе и незаменимых.
Повышение температуры и увеличение продолжительности нагрева вызывают усиление гидротермического распада коллагена до глютина и гидролиз глютина до глютоз.
Изменения коллагена при стерилизации играют положительную роль, так как сваренный коллаген лучше переваривается, образует бульоны, застудневающие при охлаждении до состояния желе. Образующиеся питательные бульоны хорошо связывают воду. Скорость и степень распада коллагена при тепловой обработке резко возрастают с увеличением степени измельчения соединительной ткани. Благодаря гидролизу коллагена в мышечной ткани продукт становится более «нежным». В связи с этим в консервном производстве широко используют мясо 1 и 2 сортов, содержащее значительное количество соединительной ткани.
В целом температуры, характерные для процесса стерилизации консервов, отрицательно сказываются на пищевой ценности белковых веществ, особенно растворимых. С повышением температуры и длительности нагрева возрастает степень коагуляционных изменений, причем, чем выше степень агрегирования, тем медленнее идет переваривание денатурированного белка пищеварительными ферментами: перевариваемость и усвояемость стерилизованного мяса ниже, чем у вареного.
Использование необоснованно жестких режимов стерилизации приводит к значительному снижению уровня пищевой ценности продукта.
Высокое качество мясных консервов грубых структур можно сохранить при температуре до 120 оС. Для большинства деликатесных консервов максимально допустимая температура стерилизации не должна превышать 110 — 114 оС, для сосисок, ветчины, бекона — около 100 °С (не ниже).
Изменения жиров. В условиях стерилизации существенно ускоряется гидролиз триглицеридов и насыщение двойных связей радикалов жирных кислот гидроксильными группами. Присутствие свободных жирных кислот интенсифицирует образование оксисоединений. Свидетельством этих изменений являются рост кислотного числа и уменьшение йодного и роданового чисел. Воздействие повышенных температур может приводить также к термической полимеризации и окислению жиров. Образующиеся при этом карбонильные соединения с длинной цепью обладают токсическими свойствами.
Присутствие белковых веществ в мясе в некоторой степени тормозит ход окислительных и гидролитических процессов, что, очевидно, обусловлено антиокислительным действием некоторых аминокислот.
Рассмотренные изменения жиров под воздействием стерилизации дают основания полагать, что высокотемпературная обработка приводит к снижению биологической ценности жира.
Изменения экстрактивных веществ. При стерилизации имеют место два диаметрально противоположных процесса: накопление экстрактивных веществ в результате распада высокомолекулярных соединений и уменьшение их количества вследствие распада под влиянием нагрева. Как следствие этого, состав летучих веществ и их концентрация в стерилизованном мясе отличаются от их состава в мясе вареном, что приводит к появлению у продукта специфического запаха — «аромата автоклава».
В то время как в мясе, нагретом при температурах ниже 100 °С, решающая роль в аромато — и вкусообразовании принадлежит глютатиону, глютамину, глютаминовой и адениловой кислотам, развитие в консервированных мясопродуктах «привкуса стерилизации» обусловлено в основном накоплением конечных продуктов гидротермического распада белков — аммиака, углекислого газа, сероводорода, меркаптанов.
Аммиак образуется вследствие дезаминирования аминокислот. Углекислый газ выделяется при разрушении бикарбонатной и углеводной систем мяса, а также при декарбоксилировании аминокислот. Водород, сероводород и меркаптаны накапливаются при распаде серосодержащих аминокислот и глютатиона. Количество образовавшегося сероводорода возрастает по мере увеличения температуры стерилизации и сдвига рН в щелочную сторону (выше 6,0).
Наличие газообразных продуктов распада белков не только ухудшает органолептику готовых консервов, но может вызывать бомбаж.
На процесс образования специфических запаха и вкуса у консервированного мяса существенно влияет также присутствие альдегидов, летучих жирных кислот и продуктов меланоиднообразования. Скорость реакции меланоидинообразования интенсифицируется как высокими температурами стерилизации, так и увеличением количества свободных аминокислот и глюкозы.
Воздействие повышенных температур катализирует гидролиз гликогена и полисахаридов: нагрев при 113 °С в течение I ч приводит к снижению количества гликогена на 22 — 25 % п р и параллельном увеличении содержания глюкозы.
Изменение витаминов. Витамины весьма неустойчивы к нагреву, но так как они по своей структуре относятся к разным группам, то и разрушение отдельных витаминов при стерилизации различно. Степень потерь витаминов в значительной степени зависит от рН среды, присутствия кислорода, продолжительности и температуры нагрева.
Наименьшей устойчивостью обладают витамины С, D, В, тиамин, никотиновая и пантотеновая кислоты. В зависимости от вида стерилизуемого продукта и выбранных режимов уровень их потерь достигает 40 — 90 % по отношению к содержанию в исходном мясе. В частности, потери витамина В1 при производстве консервов «Свинина тушеная» составляют 56 — 86 %.
Наиболее термостойки витамины А, Е, К, В2. При этом резистетнтность витамина А проявляется лишь в отсутствии кислорода.
Изменение структуры и прочностных свойств. При тепловой стерилизации, сопровождающейся денатурацией растворимых белковых веществ и гидротермическим распадом коллагена, происходит более выраженное по сравнению с варкой упрочение структуры мясных изделий и снижение водоудерживающей способности.
Повышение жесткости мяса обусловлено сильной его усадкой (диаметр мышечных волокон после стерилизации уменьшается на 26 — 30 %. а длина соединительнотканных прослоек — в 2 — 2,5 раза) и выпрессовыванием части слабосвязанной влаги. Степень изменения этих показателей зависит не только от свойств используемого сырья, но и режима стерилизации. Длительный нагрев при высоких температурах существенно ухудшает структурно-механические свойства либо в результате повышения жесткости мяса (в случае высокого содержания в консервах мышечной ткани), либо разволокнения мяса (при наличии больших количеств соединительной ткани).
Таким образом, ухудшение качества консервированных мясопродуктов при стерилизации обусловлено уменьшением доли полноценного белка, интенсификацией окислительно-гидролитических процессов в жире, потерями витаминов, нежелательными изменениями экстрактивных веществ и структурно-механических свойств, причем последние оказывают существенное влияние на органолептические характеристики готового продукта.
4.7. Сортировка, охлаждение и упаковывание
По окончании термообработки консервы поступают на сортировку, охлаждение и упаковывание. На некоторых предприятиях для удаления возможных загрязнений с поверхности банок (особенно в результате подтеков негерметичных банок) их моют на специальных линиях, после чего осуществляют первую («горячую») сортировку.
Цель ее — обнаружить негерметичные и бракованные банки и не допустить их на последующее хранение и реализацию.
Отбраковке подлежат банки с активным подтеком, помятостями, разрывами, трещинами, с «птичками» и грязные ( пассивный подтек банки). Если таких дефектов нет, то банки после термообработки должны иметь вспученные крышку и донышки. У негерметичных банок вспучивание может и не произойти.
Одним из распространенных дефектов консервных банок является помятость (сильная и незначительная), которая образуется из-за разгрузки автоклавных корзин навалом на приемный стол. Консервы с незначительной помятостью корпуса, не потерявшие герметичности, относятся к стандартным и допускаются к реализации.
Активный подтек обусловлен появлением па банке следов содержимого (бульон, жир, соус) консервов, вытекшего при стерилизации через негерметичные фальцы или шов. Причинами появления активного подтека являются недостаточная отрегулированность работы корпусообразующей или закаточной машины, неравномерность заливки уплотнительной пасты в завитке фланца концов (донышко, крышка), слишком быстрое снижение давления в автоклаве после стерилизации консервов паром без противодавления, образование вакуума в автоклаве после стерилизации консервов с противодавлением вследствие низкого давления сжатого воздуха и холодной воды.
Как правило, банки с активным подтеком — легковесные. Банки с активным подтеком, обнаруженные сразу после стерилизации, вскрывают, содержимое используют в колбасном производстве (промпереработка). Банки с активным подтеком, выявленные после хранения, подлежат технической утилизации.
Пассивный подтек характеризуется загрязнением поверхности банок содержимым других банок, имеющих активный подтек. Консервы с пассивным подтеком герметичны, грязные банки моют в горячей воде, протирают и направляют на хранение.
«Птички» — наиболее распространенный в консервном производстве дефект, заключающийся в деформации донышек и крышек в виде уголков у бортиков банки. Такие банки на хранение не принимают, и использование их разрешается органами санитарного надзора.
После сортировки банки охлаждают водой до 40 °С и подают па хранение. Банки охлаждают в специальных помещениях, одновременно предназначенных для хранения консервов. Быстрое охлаждение консервов после стерилизации исключает развитие в продукте термофильных бактерий, снижает степень перегрева поверхностных слоев консервов и способствует улучшению вкусовых достоинств продукта.
При охлаждении донышко и крышка банок постепенно принимают свое первоначальное положение (невспученное). Однако иногда вспучивание банки остается после охлаждения. Оно может возникнуть, если банки заполняли перед закаткой холодным продуктом, если из банок перед стерилизацией не удаляли воздух, или в случае переполнения банки продуктом. Такое одностороннее или двустороннее вздутие банок со стороны донышка или крышки носит название «хлопающие крышки» (ложный физический бомбаж).
Дефект «хлопающие крышки» обнаруживают также, и после хранения консервов при чрезмерно низких температурах. Появление дефекта в последнем случае обусловлено тем, что при замораживании содержимого банки вода переходит в твердое состояние (лед) и увеличивается в объеме.
Причиной образования дефекта «хлопающие крышки» могут быть деформация корпуса, особенно при внешнем ударе, деформации крышка вследствие закатки корпуса банки копнами большего размера или изготовленными из тонкой жести, длительное воздействие высоких температур и образование в банке избыточного давления.
Использования консервов с дефектом «хлопающие крышки» решают органы санитарного надзора, так как его трудно отличить от химического и микробиологического бомбажа.
Для выявления причин образования дефекта «хлопающих концов» банки следует поставить в прохладное место. Если концы приобретают нормальное положение, содержимое имеет нормальную органолептику, внутренняя поверхность банки без признаков коррозии, а микробиологическая характеристика нормальная, то консервы с «хлопающими концами» должны быть реализованы для текущего потребления под наблюдением санитарного надзора. Хранению такие банки не подлежат.
На некоторых предприятиях сортировку консервов производят после 12 ч охлаждения. При этом осматривают банки, затем донышки банок вминают вращающимися рифлеными валиками машин осаждения концов.
В процессе охлаждения, особенно у банок больших размеров (массой более 3 кг), встречается дефект в виде помятостей корпуса несколькими острыми гранями, который называется вакуумной деформацией. Ее вызывает вакуумирование банок при укупорке или образование вакуума при охлаждении банок с горячим розливом продукта.
Кроме того, в процессе стерилизации негерметичных банок в результате нагревания повышается давление и через отверстия, имеющиеся в байке, выходит воздух, пар и бульон. При охлаждении отверстия могут закупориваться, тогда в банке образуется вакуум, который приводит к деформации.
Деформация из-за негерметичности банок приводит к образованию микробиологического бомбажа вследствие попадания микрофлоры в банки после стерилизации при охлаждении банок. Важно установить природу деформации, так как целые банки с вакуумной деформацией допускаются на храпение.
Нарушение герметичности консервов после стерилизации может произойти и из-за некачественной работы оборудования жестянобаночного производства.
В частности, изношенность ролика первой операции закаточной машины дает помятость фланца корпуса — «язычки» и морщинистость фланца. «Язычки» появляются также от наплыва припоя на углу шва и перекоса фланца при отбортовке. Морщинистость фланцев образуется одновременно при наличии помятостей на поле концов, большом радиусе подвивки и в случае использования крышки меньшей толщины, чем у корпуса. Консервы с «язычками» и морщинистыми фальцами, оставшиеся герметичными после стерилизации, реализуют на общих основаниях.
Высокоподнятый ролик второй операции закаточной машины может приводить к образованию наката на фальцах и подреза низов фальцев. Наличие этих дефектов на герметичность не влияет, и консервы реализуют в установленном порядке.
Перед закладкой на длительное хранение во избежание коррозии нелакированные жестяные банки покрывают смазкой (техническим вазелином), на стеклянные банки наклеивают этикетки. При отправке консервов на реализацию сразу после охлаждения на банки всех типов, за исключением литографированных, наклеивают этикетки. Банки, направляемые непосредственно в реализацию, смазкой не покрывают.
Этикетная надпись содержит наименование и товарный знак предприятия-изготовителя, наименование продукции, сорт, массу нетто, номер стандарта или технических условий, состав консервов, рекомендации по применению («Перед употреблением банку разогреть», «Рекомендуется перед вскрытием банку охладить» и т. п.), надпись: «Одобрено Министерством здравоохранения» (для консервов детского и диетического питания). На этикетках некоторых видов консервов («Субпродукты рубленые», мясорастительные и др.) в стеклянной таре указывают «На свету не хранить».
Готовые консервы перед хранением или отгрузкой упаковывают в транспортную тару — дощатые неразборные ящики или коробки из гофрированного картона.
Хранение и отгрузка. Условия хранения консервов должны обеспечивать полную сохранность качества продукта, герметичность и нормальное состояние тары в течение регламентируемого стандартом периода времени.
Консервы хранят в отапливаемых и неотапливаемых складах при отрицательных и положительных температурах. При отрицательных температурах срок хранения увеличивается, существенно не влияя на органолептические показатели и пищевую ценность консервов. Однако может ржаветь тара. Это обусловлено тем, что при повышении температуры окружающего воздуха на поверхности банок при температуре ниже точки росы может конденсироваться влага.
Мясные консервы, поступившие на хранение в замороженном или охлажденном виде (при 0 °С), размешают в складских помещениях при температуре воздуха не менее 2 °С с последующим постепенным отеплением без резких перепадов температуры и относительной влажности воздуха. В отапливаемых складах в зимнее время температура должна поддерживаться по уровне 2 – 4 °С, а относительная влажность воздуха не выше 75 %.
Вследствие нарушения санитарно-гигиенического режима производства, параметров стерилизации, условий хранения или герметичности тары может произойти порча консервов, и появляются следующие виды брака и дефектов, характеризуемых наличием бомбажа.
Явление микробиологического бомбажа обусловлено наличием в консервах газообразных веществ (сероводород, аммиак, углекислый газ и др.) — продуктов жизнедеятельности микроорганизмов.
Причиной возникновения микробиологического бомбажа является перемещение банок при транспортировании и хранении, взбалтывание их содержимого, ранение при изменяющихся условиях, что приводит к нарушению временной герметичности банок, освобождению микрофлоры из жировых и других частей продукта и прорастанию спор термоустойчивых бактерий типа Вас. stearothermofilus. Вас. aerothermofilus. Вас. coagulans, вызывающих закисание продукта, а также мезофильных анаэробов Cl. sporogenes и Cl. butiricum.
Единичный характер микробиологического бомбажа указывает на негерметичность банки. Массовый бомбаж может быть результатом недостаточно эффективного режима стерилизации при неудовлетворительном санитарном состоянии оборудования, сырья, тары, нарушении режима стерилизации, попадания микроорганизмов в банки после стерилизации, что свидетельствует о разгерметизации банок.
Консервы с микробиологическим бомбажем не пригодны в пищу и подлежат технической утилизации или уничтожению. Микробиологическая порча консервов не всегда сопровождается бомбажем: в случае нарушения герметичности банки газы могут выйти из консервов, не вызывая вспучивания концов. Кроме того, в процессе жизнедеятельности некоторых видов микрофлоры газообразования не происходит. Отсутствие бомбажа характерно для Cl. botulinum.
Химический бомбаж характерен для консервов с высокой кислотностью и возникает вследствие накопления водорода при химическом взаимодействии органических кислот продукта с металлом тары. Ход реакции газообразования катализирует кислород воздуха, в связи, с чем при укупорке консервов необходимо тщательно проводить вакуумирование.
В результате взаимодействия содержимого и тары в продукте могут накапливаться соли тяжелых металлов (железа, олова, свинца). При глубоком развитии химического бомбажа у продукта появляется металлический привкус и изменяется цвет, особенно у овощей. Повышение температуры храпения с 2 — 5 до 20 °С увеличивает скорость перехода олова в продукт в 2 раза, при 37 °С скорость накопления олова возрастает в 4 раза. Консервы можно употреблять в пищу, если в составе продукта не более 200 мг олова на 1 кг продукта и нет следов свинца, т. е. вопрос об использовании консервов с химическим бомбажем решает санитарный надзор.
В процессе хранения консервов на внутренней поверхности жестяных банок и крышек, па стеклянных банках могут появиться темные пятна или полосы так называемой сульфидной коррозии («мраморность»). Образование «мраморности» или «побежалости» объясняется тем, что в жести имеются микроскопические поры незащищенного покрытием железа, которое под воздействием среды переходит в состояние ионов и вступает в реакцию с сероводородом и содержимым банки.
В результате образуются сульфиды и хлориды железа, сульфиды олова, присутствие которых на стенках банок обнаруживается в виде голубых, синих, фиолетовых или коричневых пятен. Степень проявления «мраморности» и «побежалости» зависит в основном от количества сероводорода, образующегося в банке в результате гидротермического распада серосодержащих аминокислот (цистеина, метионина). При этом, чем выше температура стерилизации и более щелочные значения рН (выше 6.0) имеют консервы, тем больше накапливается продуктов распада.
Процесс «мраморности» интенсифицируют повышенные температуры хранения консервов, а также увеличение содержания белковых веществ в продукте. Понижение температуры хранения готовых консервов способствует уменьшению степени появления этого дефекта. Явление «мраморности» не считают браком, так как оно не влияет па качество консервированного продукта. Поэтому консервы с сульфидной коррозией реализуют и используют на пищевые цели без ограничений.
Появление физического бомбажа может быть обусловлено рядом причин; переполнение тары продуктом, концы банок изготовлены из тонкой жести и легко деформируются, консервы были заморожены и после оттаивания концы сохранили вздутое состояние. Наличие физического бомбажа не отражается па пищевой ценности консервов. Однако их реализуют лишь с согласия санитарного надзора.
Вследствие повышения относительной влажности воздуха в помещениях хранения консервов, конденсации влаги на банках и взаимодействия кислорода воздуха, воды и остатков частиц жира и белка с незалуженными местами на поверхности банок происходит коррозия. В результате на внешней поверхности банок появляются красно-бурые пятна ржавчины.
При повышенной пористости жести, наличии трещин, царапин, нарушении лакового покрытия, пузырчатости ржавчина может развиться очень интенсивно. Банки с пятнами ржавчины и неполной полудой не подлежат хранению. Банки с легким налетом ржавчины, удаляемой при протирке сухой ветошью без оставления следов на полуде, подрабатывают (дополнительно смазывают) и хранят. Банки, на поверхности которых темные пятна и раковины не удаляются, используют по разрешению органов санитарного надзору.
Эффективным способом предотвращения коррозии тары при хранении является добавление в воду автоклава небольших количеств оксалата.
Продолжительность хранения консервов определяют сроком, в течение которого изменения биологического и химического состояния, санитарно-гигиенических показателей, органолептических свойств и пищевой ценности находятся в допустимых пределах. Нарушение температурно-влажностных условий хранения, а также превышение рекомендуемых сроков хранения приводят к снижению пищевой ценности содержимого консервов.
Консервы в стеклянных банках хранят в темноте, чтобы исключить активизацию процессов гидролиза и окисления от воздействия света. Срок хранения ламистеров до 2 лет.
На каждую выпускаемую партию консервов государственным инспектором по качеству или заведующим лабораторией ОПЭВК выдается качественное удостоверение — сертификат на основе органолептической оценки, химического и бактериологического анализов продукции.