Содержание страницы
Под локальными понимают такие способы деформирования, при которых очаг деформации в каждый момент времени меньше, чем подлежащая формоизменению часть заготовки, и постоянно перемещается относительно заготовки до тех пор, пока не будет достигнуто заданное изменение размеров и формы. Эти способы позволяют осуществить формоизменения крупногабаритных и высокопрочных заготовок при малых мощностях оборудования, так как деформируется не вся заготовка целиком, а только её часть, поэтому рабочие зоны обрабатывающих машин имеют меньшие габариты, чем размеры детали. При малой мощности обеспечивается возможность создания высоких относительных давлений, благодаря малой площади контакта инструмента и заготовки, что позволяет так же повысить пластичность материала.
Интенсивность нагрузки можно изменять в каждый момент времени. Поэтому можно добиться полного использования пластических свойств всех зон заготовок и увеличения благодаря этому общей степени деформирования.
Так как не вся заготовка одновременно обрабатывается, то форма рабочих поверхностей инструмента может отличаться от формы готовой детали. Это позволяет использовать один и тот же инструмент для штамповки разных по размерам и форме деталей, что уменьшает номенклатуру инструмента и стоимость подготовки производства.
Локальным способом обработки присущи следующие недостатки. Производительность обработки локальными способами ниже, чем при обработке заготовки сразу и целиком. Между деформированными и недеформированными частями заготовки возникают внутренние напряжения, что значительно сказывается на точности изделия. Как правило, обработка является многопроходной, а это в свою очередь, сопровождается снижением производительности.
1. Ротационно-локальное формообразование изделий сложного профиля из листового материала
Способ формообразования изделий сложного профиля из листового материала путем локальной деформации осуществляется следующим образом (рис. 1).
Листовая заготовка 1, предназначенная для изготовления изделия сложной формы, подвергается местному деформированию инструментом 2, который установлен с возможностью перемещения по трем координатам. Инструмент последовательно перемещается по заданным траекториям. В каждой точке инструмент располагается по касательной к траектории и перпендикулярно к поверхности заготовки. В этих направлениях под действием усилия P осуществляется локальная деформация. В очаге деформации возникает плоское напряженное состояние, а очаг деформации окружен упругодеформированными зонами.
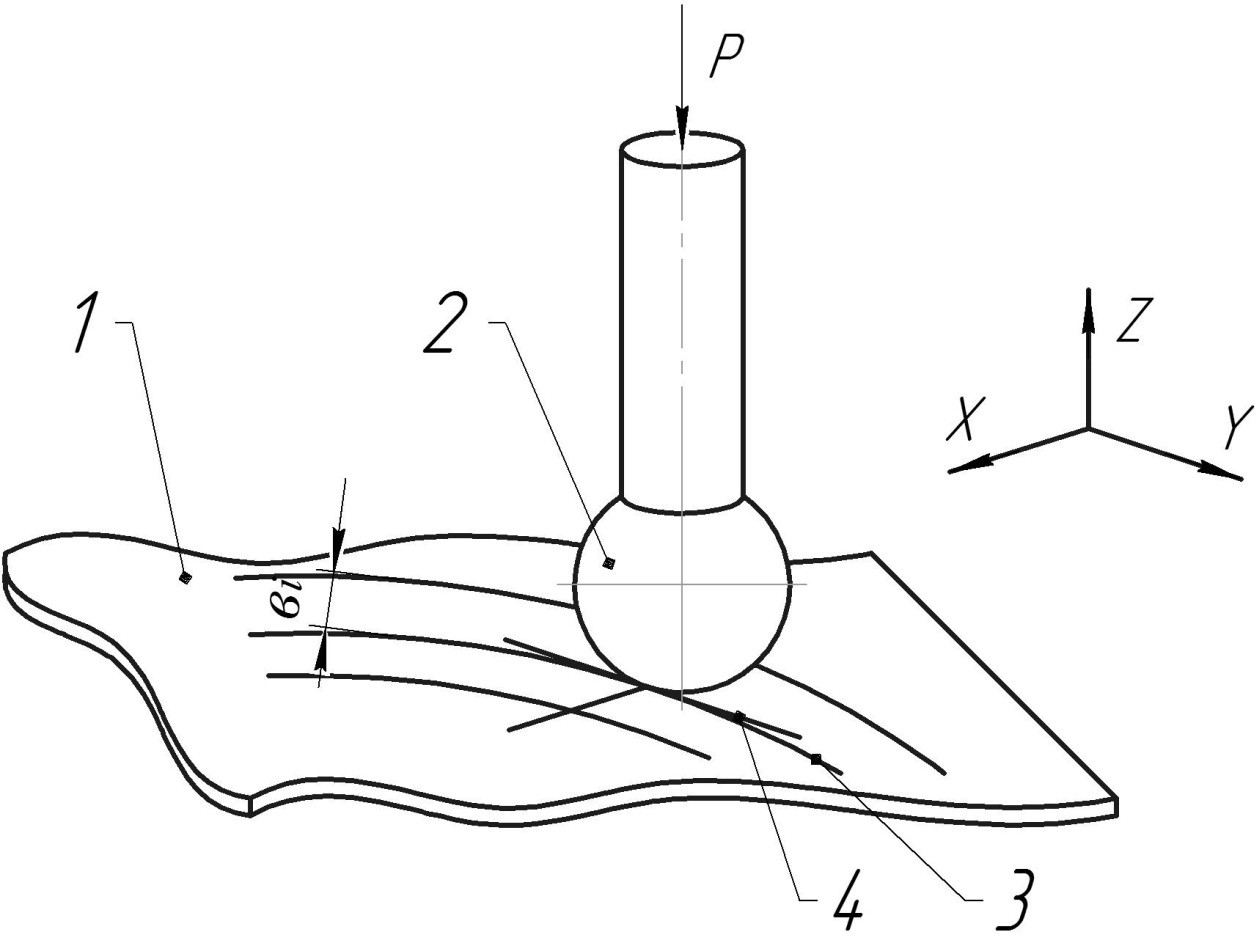
Рисунок 7 – Обобщённая схема реализации способа локальной обработки листового материала: 1 – листовая заготовка; 2 – инструмент; 3 – траектория перемещения инструмента; 4 – касательная к траектории
Локальная деформация может осуществляться: одним подвижным инструментом; между подвижным инструментом и неподвижной матрицей; между вращающейся оправкой и подвижным инструментом; между двумя подвижными инструментам (рис. 2). Обработка листовых материалов одним подвижным инструментом технологически ограничивается простыми по форме изделиями.
Использование дополнительно стационарно закреплённой матрицы расширяет возможность способа локального деформирования, но стоимость технологической оснастки при этом возрастает. Широкое применение нашел способ локальной обработки листовой заготовки между вращающейся оправкой и подвижным инструментом (ротационная вытяжка). Интенсивно ведутся опытно-конструкторские и технологические исследования по разработке технологий и созданию оборудования для широкого использования двух подвижных инструментов.
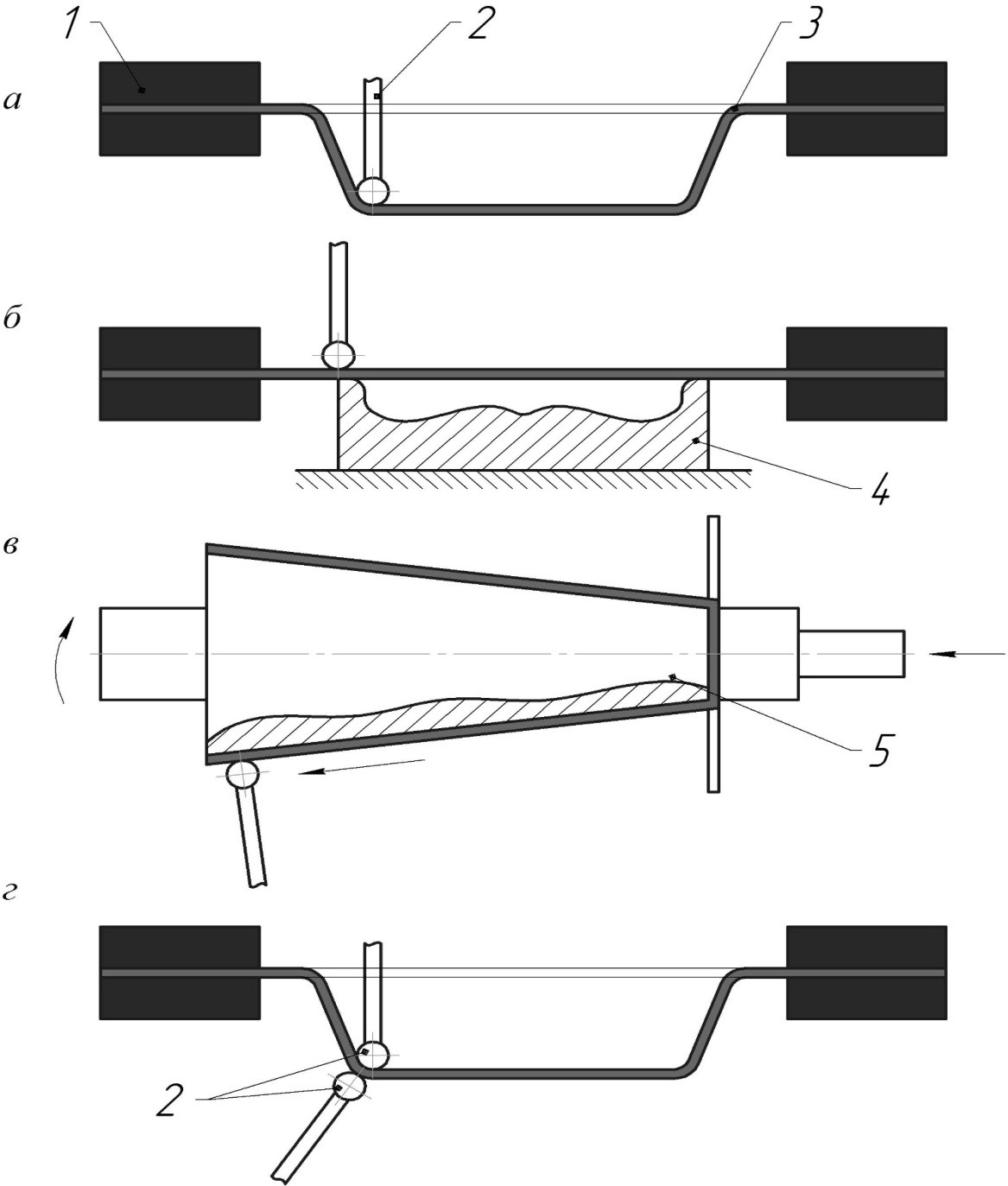
Рисунок 2 – Технологические схемы реализации процессов локальной обработки листового материала: а – одним подвижным инструментом, б – между подвижным инструментом и неподвижной матрицей; в – между подвижной оправкой и подвижным инструментом (ротационная вытяжка); г – между двумя подвижными инструментами; 1 – крепление; 2 – инструмент; 3 – заготовка; 4 – матрица; 5 – оправка
На рисунке 3 представлена конструктивная схема специализированной экспериментальной установки для формообразования изделий сложной формы двумя подвижными инструментами. Верхний 13 и нижний 10 подвижные инструменты устанавливаются соосно в С-образной раме 1 с возможностью вертикальных перемещений. С-образная рама закреплена на несущей каретке 7 и с помощью боковых кареток 3, 9 передвигается в горизонтальной плоскости по направляющим 5, 8. Силовое воздействие несущей каретки воспринимается шаровой опорой 6, установленной на фундаментной плите 4.
Листовая заготовка укладывается на горизонтальный стол и закрепляется прижимами 2. Верхний и нижний инструменты соответственно располагаются по обе стороны заготовки.
Формообразование поверхности заготовки осуществляется в процессе совместных движений С-образной рамы и инструментов. Задание траектории движения и режимов обработки производится автоматически.
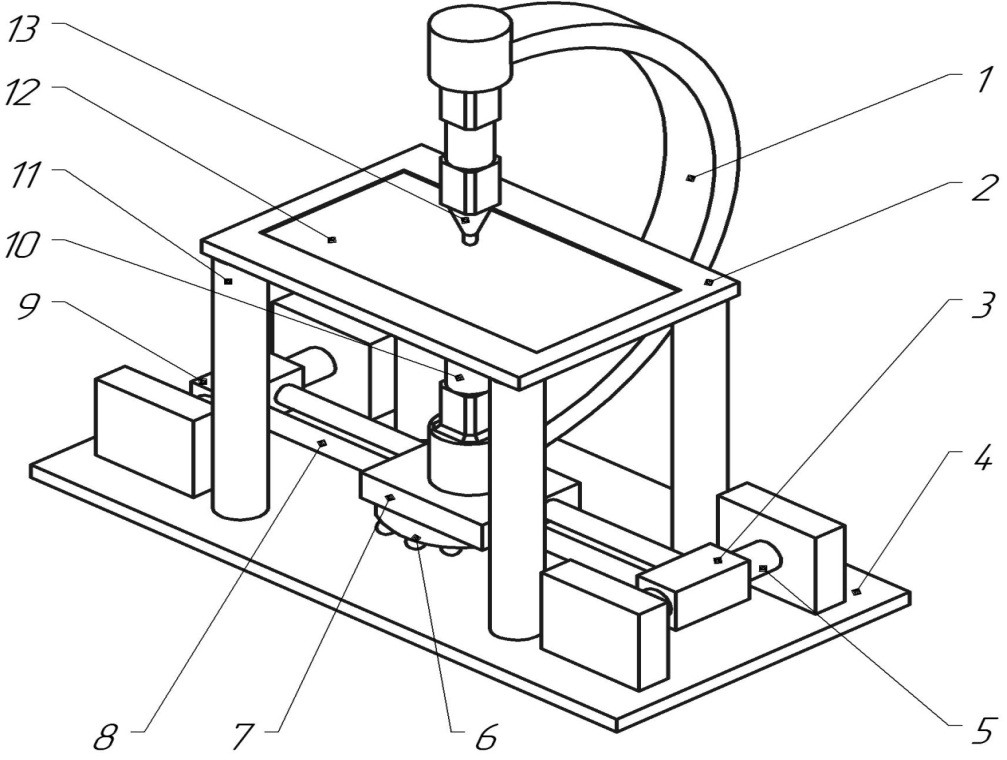
Рисунок 3 – Схема специализированной установки для двухстороннего формообразования: 1 – С-образная рама; 2 – прижим; 3, 9 – каретки; 4 – фундаментная плита; 5, 8 – направляющие по осям X, Y; 6 – шариковая опора; 7 – несущая каретка; 10, 13 – нижний и верхний инструменты; 11 – стол; 12 – листовая заготовка
Представляется весьма перспективным осуществлять ротационно-локальное формообразование в условиях действия электропластического эффекта. Для этого верхний и нижний подвижные инструменты подсоединяются к генератору импульсного тока. Инструменты сводятся навстречу друг другу и локально сжимают листовую заготовку. При достижении предела текучести материала заготовки через электроды пропускается импульсный ток с частотой 100 Гц, длительностью импульса 200 мкс, и силой тока порядка 2000…3000 А. Под действием импульсов тока происходит локальный нагрев и местное разупрочнение материала заготовок.
В результате:
- устраняется пружинение заготовки за счет снятия внутренних напряжений;
- отпадает необходимость в промежуточных отжигах, а значит имеет место энергосбережение;
- уменьшается неравномерность деформации и устраняется образование трещин и разрывов;
- повышается остаточная пластичность материала заготовки.
С целью сокращения времени и средств на создание специализированных установок формообразование изделий сложной формы можно осуществлять с помощью двух роботов (рис. 4). Листовая заготовка 2 зажимами 3 закрепляется в вертикальном положении. Роботы 1, 4 размещены по обе стороны заготовки. В рабочих органах роботов закреплены обрабатывающие инструменты. Процесс формообразования осуществляется путем синхронных перемещений по сложной траектории обоих инструментов. Такая система формообразования требует точной наладки обоих роботов и координации их движений.
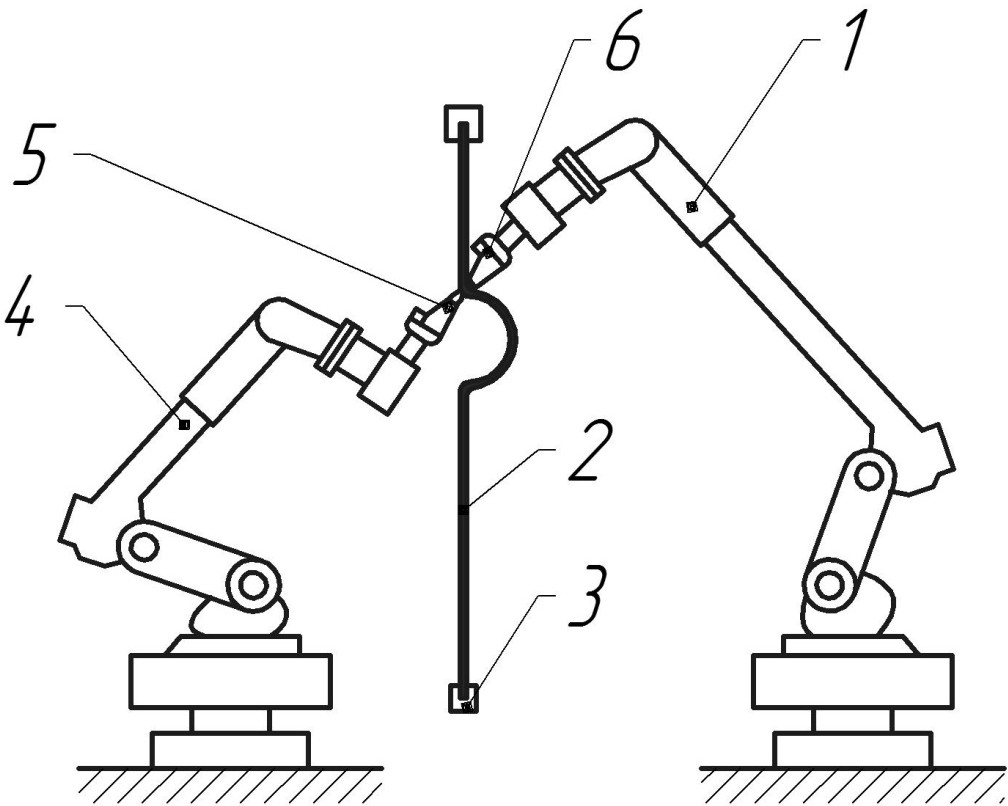
Рисунок 4 – Схема формообразования двумя роботами: 1, 4 – роботы; 2 – листовая заготовка; 3 – зажим; 5, 6 – инструменты
Процессы формообразования изделий сложной формы методами локальной деформации находятся в стадии интенсивных исследований и опытно-конструкторских разработок. Полученные результаты открывают широкие перспективы для практического применения (рис. 5). Процессы успешно могут применяться для изготовления сложных по форме кузовов автомобилей, электропоездов, судов, самолетов и др.
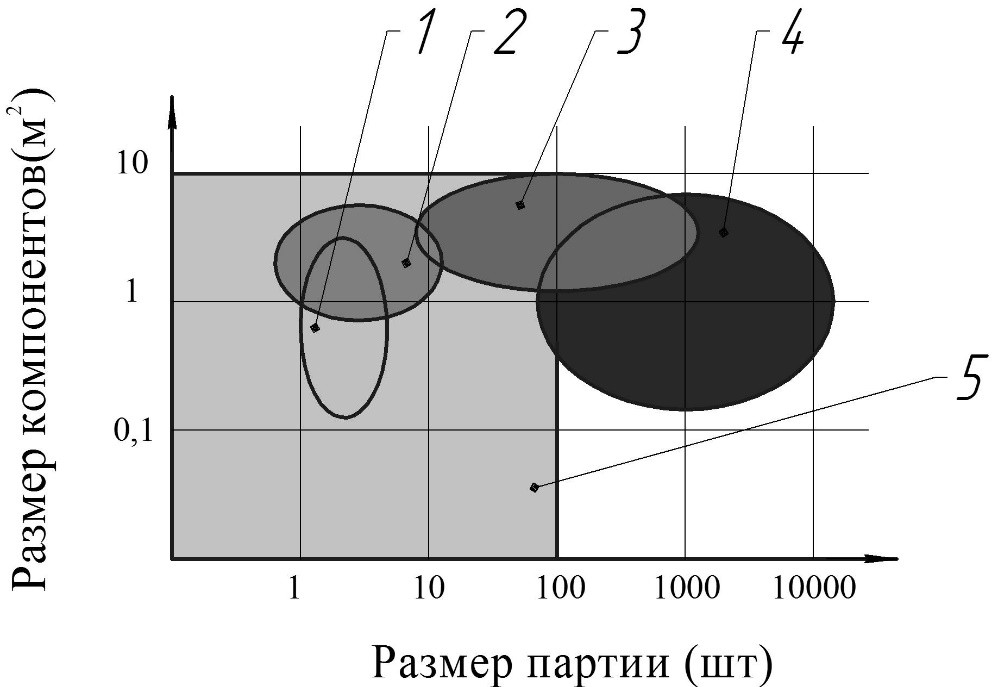
Рисунок 5 – Текущие и потенциальные области применения локального формообразования: 1 – прототипы и дизайн компонентов; 2 – запасные части; 3 – самолётостроение; 4 – автомобилестроение; 5 – экономическая и технологическая области применения локального формообразования
Применение технологий ротационно-локального формообразования по сравнению с обычной штамповкой ориентировочно позволит обеспечить:
- снижение энергоёмкости производства в 4–6 раз;
- снижение трудоемкости изготовления в 4–5 раз;
- снижение металлоёмкости производства в 17–30 раз;
- исключение применения штамповой оснастки;
- возможность полной автоматизации изготовления и контроля изделий.
2. Ротационная вытяжка
Ротационная вытяжка – это процесс локального формообразования изделий типа тел вращения путём вращательных и поступательных движений заготовки, формообразующего и деформирующего инструментов.
Формообразующий инструмент (оправка, шаблон) предназначен для формирования внутренних полостей изделия. Как правило, формообразующий инструмент совместно с заготовкой совершает вращательное движение. Дополнительно они могут совершать поступательное движение относительно деформирующего инструмента.
Деформирующие инструменты – давильники, раскатники, роликовые и шариковые головки обеспечивают формообразование наружных поверхностей. При однопереходной вытяжке деформирующий инструмент перемещается по траектории эквидистантной форме, образующих изделия. При многопереходной вытяжке деформирующий инструмент на каждом переходе перемещается по сложной траектории, постепенно приближаясь к конечной форме готового изделия.
Различают два способа ротационной вытяжки: с утонением и без утонения стенок.
Схемы ротационной вытяжки конических и сферических деталей представлены на рисунке 6. Из схем видно, что каждый элемент объёма заготовки сдвигается параллельно оси вращения и остается при этом на том же расстоянии от оси изделия.
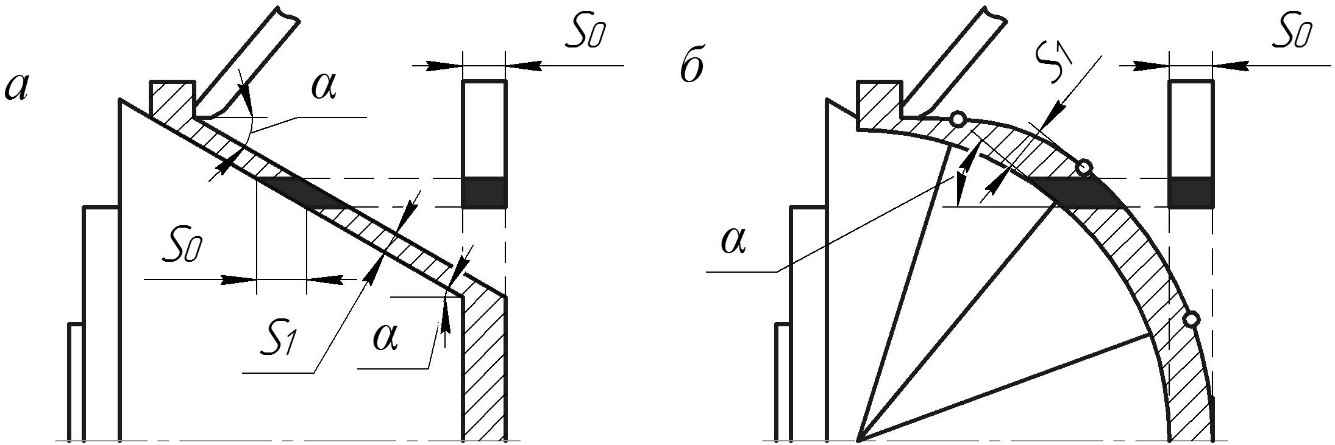
Рисунок 6 – Схемы ротационной вытяжки с утонением конического (а) и сферического (б) изделий: S0 – исходная толщина стенки заготовки; S1– текущая толщина стенки
Соответственно соотношение между толщиной исходной заготовки S0 и текущей толщиной стенки S1, измеренной в направлении, перпендикулярном образующей оправки, будет равно
Это выражение принято называть законом синуса. Изделия высокого качества могут быть получены только в тех случаях, когда процесс формообразования происходит в соответствии с законом синуса.
При ротационной вытяжке с утонением цилиндрических изделий исходной заготовкой является полое изделие: стакан или труба. Заготовка плотно надевается на оправку. Деформирующим инструментом являются ролики. Для уравновешивания усилий деформирования ролики располагают под углами α.
Различают прямой и обратный способы вытяжки с утонением (рис. 7). При прямом способе заготовка 3 прижимается к торцу оправки 1 прижимом. При перемещении роликов слева направо течение деформирующего материала осуществляется в том же направлении. В утоненной части заготовки возникают меридиональные растягивающие напряжения, ограничивающие предельное формоизменение.
При обратном способе заготовка надевается на оправку до упора в бурт оправки. Направление течения металла в этом случае противоположно направлению перемещения роликов. В недеформированной части заготовки возникают меридиональные сжимающие напряжения. При деформировании тонкостенных исходных заготовок возможна потеря устойчивости недеформированной части заготовки. При этом способе длина оправки может быть в несколько раз меньше длины полученного изделия. Поэтому при вытяжке длинномерных изделий целесообразно использование поддерживающих роликов.
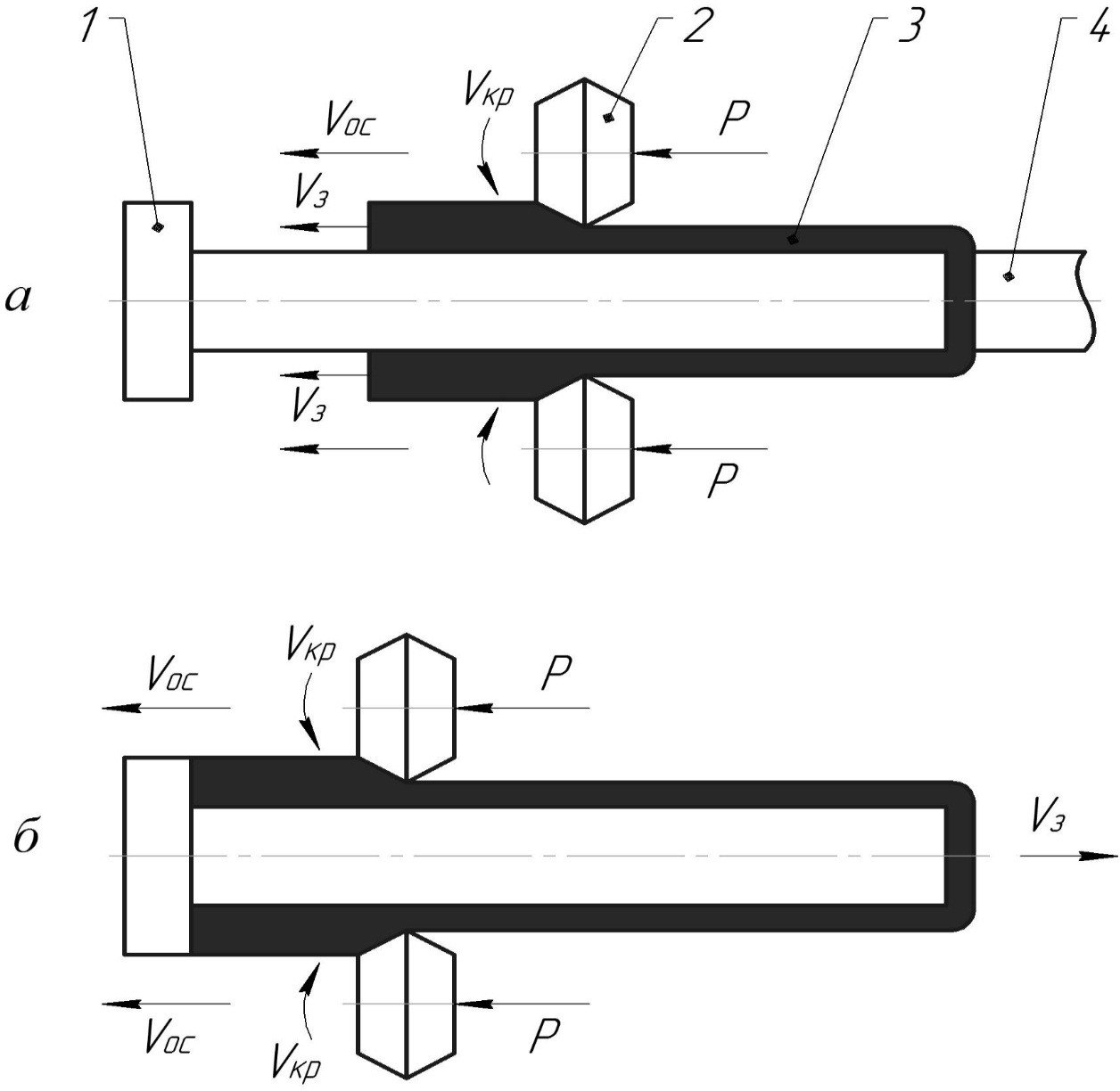
Рисунок 7 – Схемы прямого (а) и обратного (б) способов ротационной вытяжки: 1 – оправка; 2 – деформирующие ролики; 3 – исходная заготовка; 4 – прижим; Vз– скорость перемещения материала заготовки; Vос, Vкр скорости роликов – соответственно осевая и круговая
С помощью ротационной вытяжки получают изделия с постоянной и переменной толщиной стенок, имеющие широкий диапазон размеров: диаметром 2…5000 мм, толщиной стенок 0,1…7,5 мм, длинной 10…6000 мм (рис. 8).
Ротационная вытяжка используется весьма успешно при изготовлении изделий из обычных малоуглеродистых коррозионностойких сталей, алюминиевых, медных и тугоплавких сталей и сплавов.
Возможность изменения в широких пределах геометрических параметров рабочего профиля деформирующего инструмента в сочетании с оптимальными режимами обработки позволяет регулировать качество изделий и получать высокую размерную точность и низкую шероховатость поверхности.
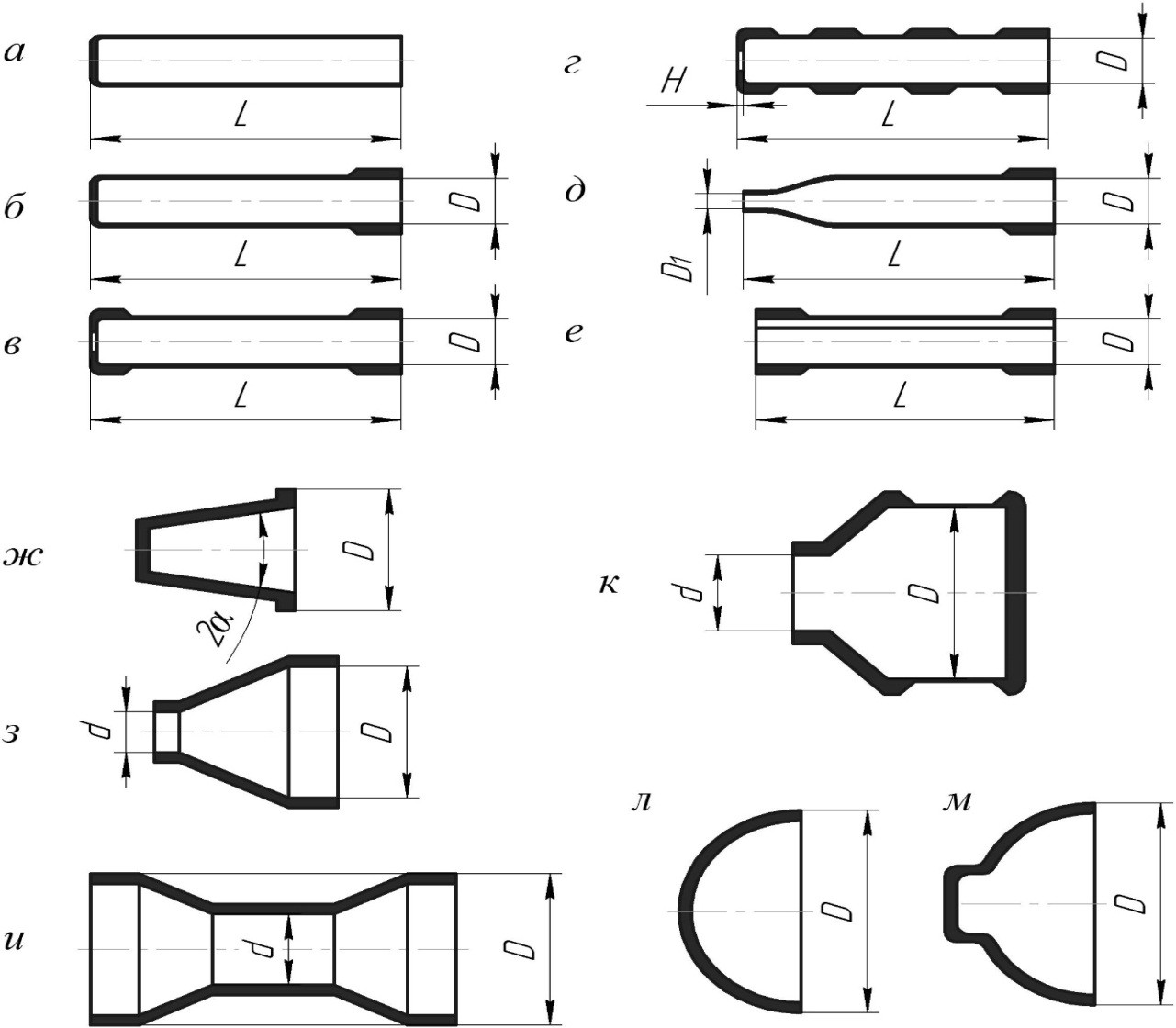
Рисунок 8 – Типы изделий, получаемых ротационной вытяжкой: цилиндрических (а–е), конических (ж–л) и с криволинейной образующей (м, н); а – гладкие цилиндрические с закрытой концевой частью; б – цилиндрические с дном и концевым утолщением; в – цилиндрические с двумя концевыми утолщениями; г – цилиндрические с концевыми и промежуточными утолщениями переменной толщины; д – цилиндрические с горловиной; е – цилиндрические с продольным сварным швом и открытыми концевыми частями; ж – конические с фланцем; з – конические с открытыми цилиндрическими участками; и – конические с двойным конусом; к – конические с дном и горловиной; л – полусфера; м – сферическо-цилиндрическая
Ротационная вытяжка позволяет:
- получать сложные по форме изделия при минимальном количестве операций;
- создавать легкие, прочные и жесткие конструкции при небольшом расходе материала;
- получать изделия из высокопрочных пластичных материалов;
- на одном и том же оборудовании выполнять черновые и финишные операции;
- автоматизировать процесс обработки простых и сложных изделий;
- минимизировать затраты на подготовку производства.
Основным недостатком ротационной вытяжки является ограничение формы изделий телами вращения.