Гидропластической обработкой называют процессы пластического изменения формы, при которых силовое воздействие создается жидкостью высокого давления на внутренние, наружные или одновременно на те и другие поверхности заготовки. В этих случаях жидкость является универсальным формообразующим инструментом, что позволяет избегать резкой концентрации напряжений, обеспечивает равномерность распределения деформирующих давлений и создавать условия всестороннего объемного сжатия. При этом изменяются свойства материалов, в частности, повышается пластичность. Изначально хрупкие материалы переходят в категорию пластичных, что кардинально изменяет технологию обработки.
Гидропластическая обработка обеспечивает более равномерное распределение структуры и свойств по сечению изделия, а так же улучшает физико-механические характеристики металла. Применительно к ряду материалов (тугоплавкие металлы, инструментальные стали и др.) появляется возможность формирования качественно новой структуры, обеспечивающей комплекс таких физико-механических свойств, которые невозможно получить другими методами обработки.
1. Гидропластическая формовка трубчатых заготовок
Имеет место устойчивая тенденция использования отрезков труб в качестве исходных заготовок для последующей штамповки. Это объясняется экономичностью, высоким качеством, точностью и надежностью изделий, полученных из трубных заготовок. К таким изделиям относятся элементы трубопроводных соединений; корпуса гидроаппаратов, полые осесимметричные, эксцентриковые, кулачковые оси и валы; элементы рам велосипедов с одним, двумя и более отводами; детали с поперечными гофрами и др.
Все процессы гидропластической формовки можно разделить на две группы: гидропластическая формовка простым нагружением только жидкостью высокого давления и гидромеханическая формовка с дополнительным механическим нагружением.
Гидрпластическая формовка заготовок простым нагружением широко используется в промышленности. Пластическое формоизменение происходит в результате воздействия на полую заготовку давления жидкости, которая подаётся в полость заготовки источником высокого давления (рис. 1 а). В отдельных случаях высокое давление жидкости создают непосредственно в полости заготовки с помощью плунжера, сжимающего жидкость (рис. 1 б). Однако применение специального автономного источника высокого давления жидкости (мультипликатора или насоса высокого давления) существенно расширяет возможности гидростатической формовки, так как позволяет варьировать давлением в широких пределах и с достаточной точностью.
Как правило, простое нагружение заготовок применяют для выполнения операции раздачи, т. е. для увеличения поперечных размеров. Простое нагружение применяют так же для калибровки труб, выполнения операций формовки, сборки трубчатых заготовок с элементами конструкции.
Простое нагружение заготовки внутренним высоким давлением жидкости может быть дополнено наружным давлением на поверхность стенки заготовки (рис. 16 в). Противодавление создает условия для объемного сжатия, которое способствует повышению пластичности материала сжатой заготовки. Обычно противодавление создаётся жидкостной или эластичной средой.
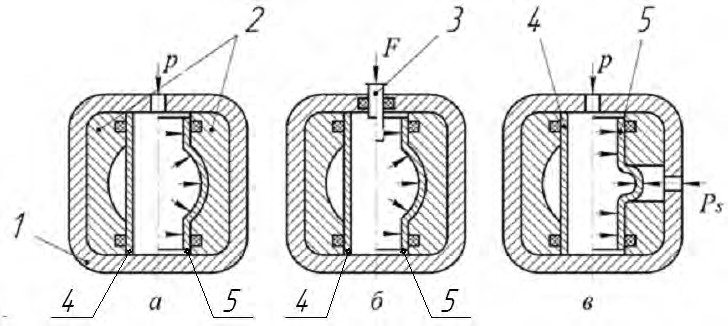
Рисунок 1 – Принципиальные схемы гидростатической формовки простым нагружением: 1 – обойма; 2 – полуматрицы; 3 – плунжер; 4 – исходная заготовка; 5 – конечное изделие
Гидромеханическая формовка с осевым сжатием заготовки значительно расширяет технологические возможности. Заготовка подвергается одновременно нагружению внутренним давлением жидкости и деформированию жесткими пуансонами в осевом направлении. Это позволяет перемещать в зону формообразования объёмы металла, необходимые для обеспечения изменения формы заготовки.
Схема для реализации процесса представлена на рисунке 2. Заготовку 1 помещают в полость жесткой разъемной полуматрицы 2, 3. Полуматрицы 2, 3 смыкают и сжимают некоторым усилием Fc , предотвращающим её раскрытие при формовке. Полость заготовки заполняют рабочей жидкостью. К торцам заготовки подводят осевые пуансоны 4, 5, которые вдавливаются в торцы и сжимают заготовку в осевом направлении с усилием Fп при одновременной подаче в полость заготовки жидкости высокого давления P.
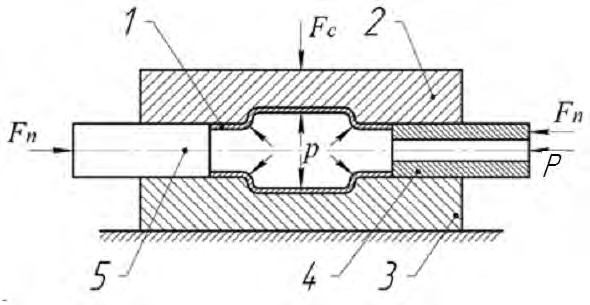
Рисунок 2 – Схема гидромеханической формовки с осевым сжатием заготовки: 1 – заготовка; 2, 3 – полуматрицы; 4, 5 – осевые пуансоны
Под действием внутреннего давления Р и усилия осевого сжатия Fп материал заготовки деформируется. Стенка трубы расширяется и принимает форму полости, образуемой полуматрицами.
Гидромеханическая формовка с поперечным сжатием заготовки осуществляется при нагружении трубчатой заготовки деформирующими усилиями в поперечном направлении относительно её оси. При этом, внутрь заготовки подают жидкость, а её полость герметизируют. Этот вид штамповки используется для формообразования продольно гофрированных оболочек и трубопроводов специального поперечного сечения (рис. 3).
Трубчатую заготовку 1, расположенную в жесткой разъёмной матрице 2 подвергают одновременному нагружению изнутри жидкостью высокого давления P и поперечному сжатию усилием Ff одним или несколькими жесткими пуансонами 3. Таким образом, форма поперечного сечения изделия зависит не только от формы ручья матрицы, но и от формы поперечного сечения пуансонов 3. Гидромеханическая формовка с поперечным сжатием заготовки должна сопровождаться обязательной подачей жидкости высокого давления в полость заготовки от автономного источника.
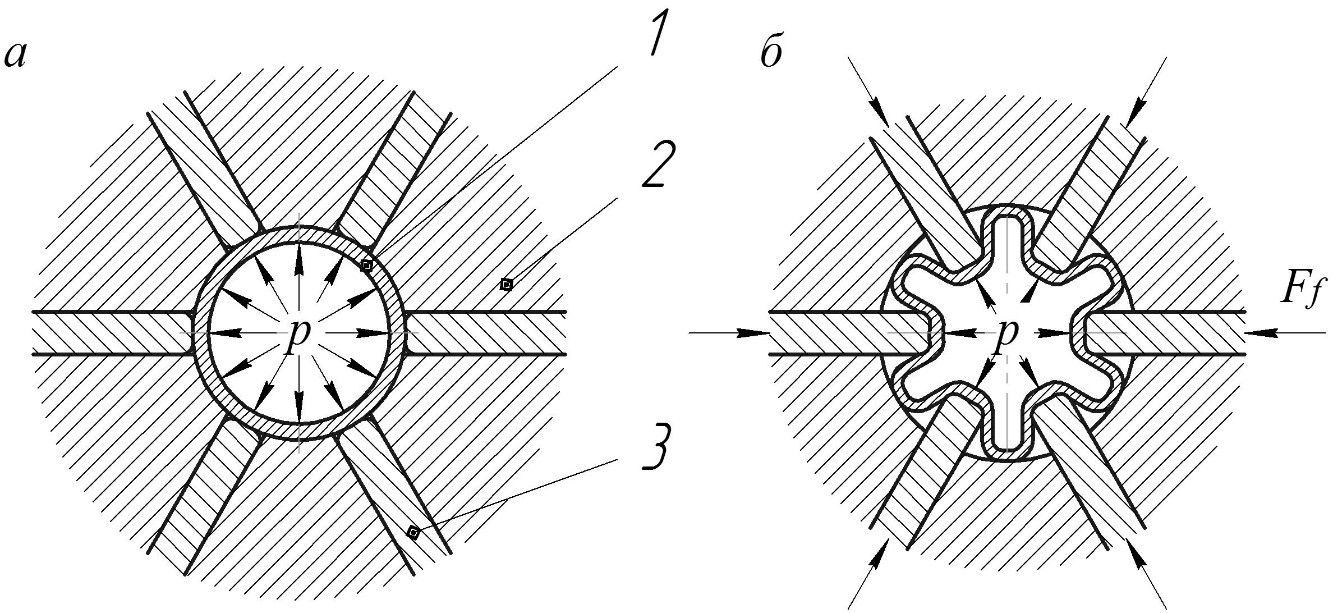
Рисунок 3 – Схемы гидромеханической формовки продольногофрированных оболочек: а, б – соответственно исходное и конечное положения поперечных пуансонов; 1 – заготовка; 2 – матрица; 3 – пуансоны
Гидромеханическая формовка с осевым сжатием и поперечным изгибом позволяет изготовлять полые изделия со ступенчатой осью (рис. 4). Заготовку 1 помещают в полость разъёмной матрицы 2. Конструкцией предусмотрены подвижные вкладыши 3, 5, которые могут перемещаться в направлении поперечном оси заготовки 1. В собранном исходном положении матрица 2 и вкладыши 3, 5 образуют цилиндрическую прямолинейную полость, в которую помещают заготовку 1. Затем полость заготовки заполняют жидкостью, герметизируют с помощью осевых пуансонов и создают внутри заготовки высокое давление Р. После этого заготовку сжимают в осевом направлении пуансонами 4, усилием Fn , и одновременно сгибают с помощью вкладыша 5 усилием Ff . Изгибаемая часть заготовки поддерживается вкладышем 3 с усилием .
![]()
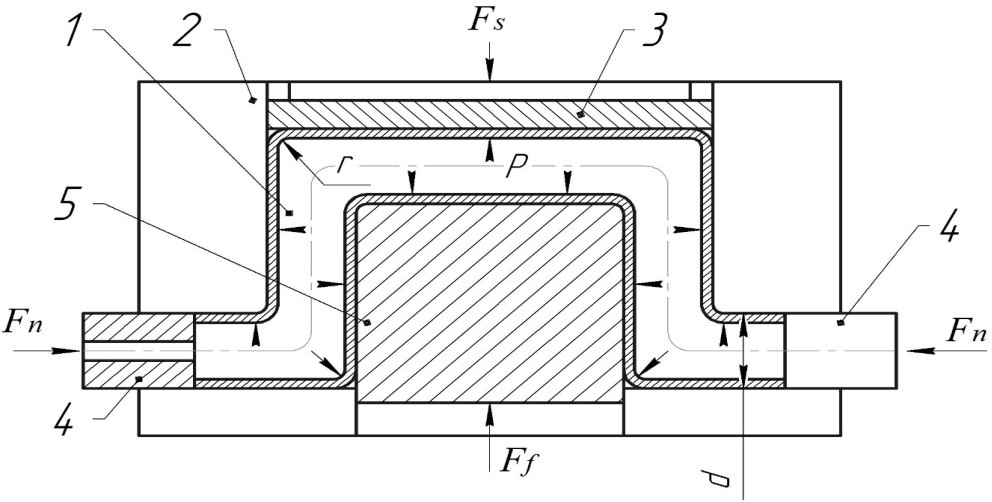
Рисунок 4 – Схема гидромеханической штамповки с осевым сжатием и поперечным изгибом: 1 – заготовка; 2 – разъемная матрица; 3, 5 – подвижные вкладыши; 4 – осевые пуансоны
Результаты исследований и производственный опыт показали, что детали, полученные гидропластическим формованием, надежно работают в экстремальных условиях, т. е. при высоких давлениях в агрессивных средах и в широком диапазоне высоких и низких температур, вплоть до криогенных. При этом масса деталей, полученных гидропластическим формованием, значительно меньше, чем у аналогичных деталей, изготовленных другими способами.
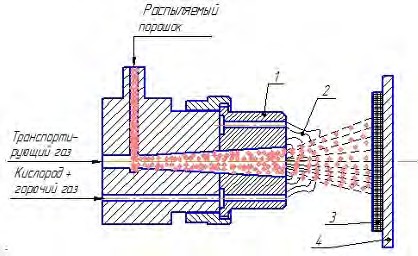
2. Гидропрессование
Одним из перспективных технологических процессов объемного пластического деформирования является выдавливание жидкостью высокого давления (гидростатическое выдавливание, гидропрессование, прессование жидкостью, гидроэкструзия), представляющее собой разновидность прямого прессования, при котором передача давления на деформируемую заготовку осуществляется через жидкую среду.
Процесс гидропрессования осуществляется следующим образом. Заготовку помещают в контейнер, и она заходным конусом перекрывает отверстие формообразующего инструмента – матрицы.
Между боковыми поверхностями заготовки и стенками контейнера имеется зазор. Камеру контейнера заполняют рабочей жидкостью и перекрывают пуансоном (плунжером).
На плунжере и матрице установлены уплотнения. При перемещении плунжера давление жидкости возрастает, и при его определенном значении начинается истечение металла через отверстие матрицы. Давление жидкости на боковые поверхности заготовки обеспечивает осевую устойчивость заготовки.
Высокое давление в рабочей камере контейнера может создаваться как перемещением в ней плунжера, так и внешним источником жидкости высокого давления. Принципиального различия в силовом воздействии жидкости на заготовку между этими способами нет. Вместо жидкости могут применяться и другие, передающие давления среды (стеклосмазка, графит, бингамовские пластики, свинец и др.). Во всех случаях должно сохраняться основное условие, определяющее сущность гидропрессования: усилие на заготовку должно передаваться через жидкую или квазижидкую среду.
В основном применяется процесс холодного гидропресования. Хрупкие тугоплавкие металлы (молибден, вольфрам) деформируются при температурах теплого прессования.
Горячее гидропрессование применяется редко, что связано с трудностями в подборе рабочих жидкостей.
Большое значение для успешного протекания процесса гидропрессования имеет правильный выбор рабочих сред, смазок и смазочных покрытий.
Рабочая среда, передающая давление на заготовку, смазка и покрытие во многом определяют устойчивость процесса, рабочее давление и качество получаемых изделий. Применяемые при гидропрессовании рабочие среды можно разделить на три группы:
- твердые (легкоплавкие металлы, порошки и др.);
- жидкие (различные масла, вода и др.);
- квазижидкие среды (твердые и газообразные) применяются, главным образом, при горячем гидропрессовании.
При холодном гидропрессовании или с незначительным подогревом заготовки (до 250-300 °С) используют жидкие среды. К рабочей жидкости предъявляются следующие требования:
- она должна обладать небольшой сжимаемостью при высоких давлениях, незначительно изменять вязкость при повышении давления;
- хорошо смазывать контактирующие поверхности;
- обладать антикоррозионными свойствами;
- быть нетоксичной и невоспламеняемой.
Для технологических процессов прессования жидкостью высокого давления из всех свойств жидкостей наибольшее значение имеет стабильность вязкости и сжимаемость жидкости под воздействием высокого давления.
Резкое возрастание вязкости жидкости при определенных давлениях и возможность при этом перехода жидкости в твердое состояние приводят к нестабильности процесса, прерывистости движения, ухудшению поверхности и даже полному разрушению изделия. Поэтому выбор рабочей жидкости, прежде всего, определяется тем давлением, пpи котором происходит изменение агрегатного состояния вещества.
При давлении р < 800 МПа могут быть применены трансформаторное, касторовое и индустриальные масла; при р < 1500 МПа – эти же масла с добавлением в различных пропорциях бензина, керосина, этилового спирта; при р > 1500 МПа – смесь глицерина с этиленгликолем. При деформировании с предварительным подогревом заготовки до 400–500 °С в качестве рабочей жидкости используют полиметилкилоксановые жидкости типа ПМС или вакуумное масло в смеси с бензином.
В процессе прессования стабильный гидродинамический режим трения на всей поверхности очага деформации наблюдается лишь в отдельных случаях. Чаще всего трение по длине очага деформации меняется от гидродинамического до граничного. Для предотвращения схватывания, налипания деформируемого металла на инструмент необходимо применять дополнительно технологические смазки. Хорошими смазочными свойствами обладает дисульфид молибдена (MoS2). Для углеродистых сталей применяют гальванические покрытия: омеднение, фосфатирование, кадмирование, цинкование, алюминирование.
Задача выбора рабочей жидкости, смазки и покрытия должна решаться комплексно, с учетом температурно-скоростных условий деформации материала, геометрии изделия и требований к качеству поверхности получаемых изделий.
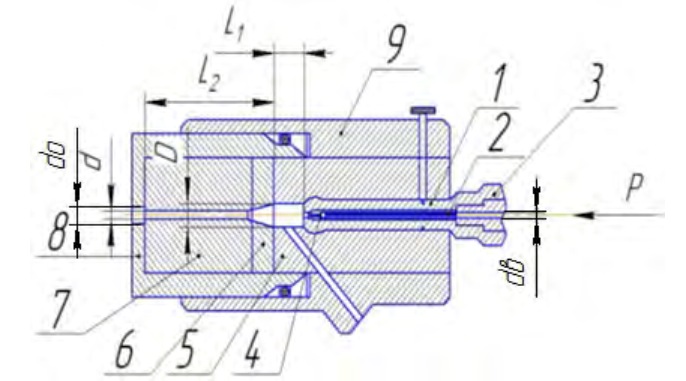
Основные способы гидропрессования показаны на рисунке 5. Простое гидропрессование (рис. 5 а) сравнительно легко осуществимо и может применяться для пластичных, малопластичных и даже хрупких материалов. Достижение больших деформаций при простом гидропрессовании высокопрочных материалов связано с необходимостью нагрева заготовок или повышения давления рабочей жидкости, которое в значительной мере ограничено прочностью контейнера. Следует также отметить, что при простом гидропрессовании иногда возникают определенные трудности в управлении процессом.
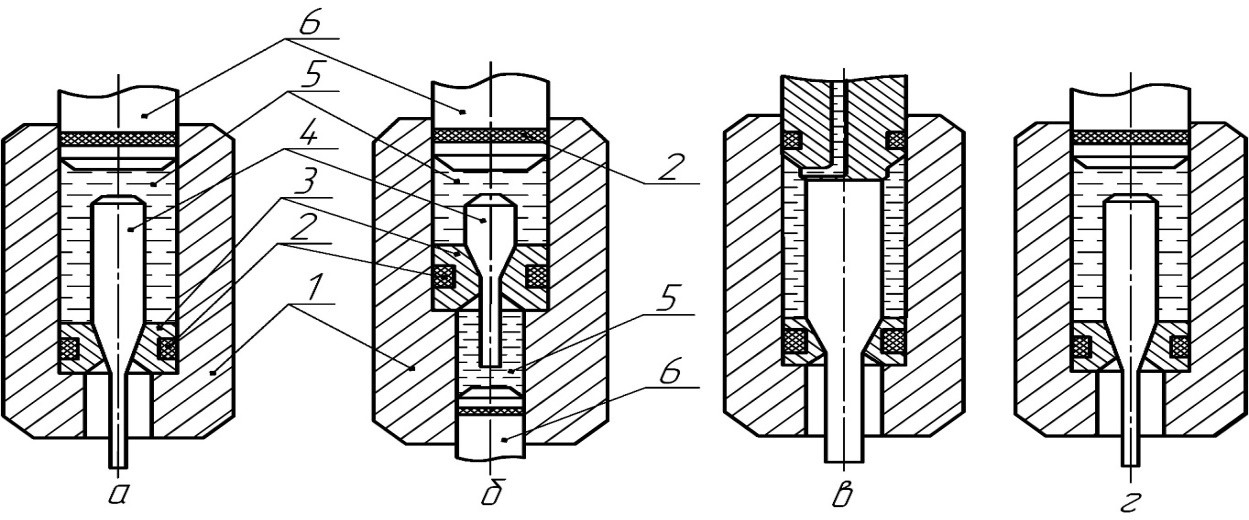
Рисунок 5 – Основные способы гидропрессования жидкостью: а – простое гидропрессование; б – гидропрессование с противодавлением; в – гидромеханическое прессование; г – гидропрессование с передним натяжением; 1 – контейнер; 2 – уплотнения; 3 – матрица; 4 – заготовка; 5 – жидкость; 6 – плунжер
Гидропрессование с противодавлением — это в сущности выдавливание жидкостью в жидкость (рис. 5 б) – характеризуется значительными трудностями в осуществлении из-за резкого возрастания давления в контейнере (на величину противодавления) и технической сложностью установок для ее осуществления. Этот способ можно рекомендовать только для хрупких материалов и в случаях, когда отсутствуют другие способы деформации.
Главное преимущество выдавливания с приложением дополнительного усилия к торцу заготовки со стороны плунжера — гидромеханического прессования (рис. 5 в) – состоит в том, что создается возможность управления процессом.
Однако применение этого метода ограничивается длиной заготовки из-за возможного продольного изгиба пуансона и заготовки при большой их длине. Этот способ можно рекомендовать для сравнительно коротких заготовок большого поперечного сечения.
Гидропрессование с передним натяжением — волочением (рис. 5 г) – позволяет устойчиво управлять процессом.
По сравнению с гидромеханическим прессованием деформирование с волочением имеет следующие преимущества:
- более простую конструкцию установки;
- отсутствие ограничения на длину заготовки.
По сравнению с простым гидропрессованием, при прочих равных условиях, прессование с натяжением происходит при меньшем давлении рабочей жидкости. Гидропрессование с натяжением применяется при производстве проволоки, труб и профилей.
Сортамент прессизделий весьма обширен: прутки диаметром 3– 250 мм, трубы диаметром 20–400 мм с толщиной стенки 1–1,5 мм и более, сложные профили, которые часто невозможно получить другими способами обработки давлением.
Гидропрессование по сравнению с механическим прессованием имеет следующие преимущества:
- Благодаря наличию по всей длине очага деформации или ее части, режиму жидкостного трения и отсутствию механического трения заготовки о стенки контейнера обеспечивается равномерное течение металла. Деформирование в условиях малых сил трения улучшает схему напряженно-деформированного состояния, снижает возможность появления зон с растягивающими напряжениями, что позволяет обрабатывать малопластичные и даже хрупкие материалы, способствует более полному использованию ресурса пластичности материалов.
- Вследствие уменьшения сил контактного трения давление деформирования снижается на 20-40 %, и повышается стойкость инструмента, что позволяет обрабатывать материалы с высоким сопротивлением деформации.
- Отсутствие контакта недеформируемой части заготовки с контейнером позволяет деформировать заготовки различных размеров поперечного сечения из одного контейнера (универсальность контейнера).
- Отсутствие осадки в начале прессования, которая происходит при механическом процессе, очень важно для малопластичных материалов, у которых ресурс пластичности может быть полностью или в значительной степени использован уже на стадии подпрессовки.
- Деформирование жидкостью обеспечивает более равномерное распределение структуры и свойств по сечению детали, а также улучшает физико-механические характеристики металла. Применительно к ряду материалов (тугоплавкие металлы, инструментальные стали и др.) появляется возможность формирования качественно новой структуры, обеспечивающей комплекс таких физико-механических свойств, которые невозможно получить другими методами обработки.
- Возможность проведения деформирования в холодном и теплом состояниях (ниже температуры рекристаллизации), что особенно важно для химически активных металлов. Деформация в холодном (теплом) состоянии позволяет исключить окисление и газонасыщение металлов, а также снизить потери на угар.
Таким образом, деформация жидкостью позволяет более полно использовать пластические свойства материалов: расширяет технологические возможности процессов прессования, способствует улучшению свойств получаемых изделий. Методом прессования жидкостью получают профили самой различной конфигурации; с точностью диаметральных размеров, соответствующих 9–10-му квалитетам и с хорошим качеством поверхности (Ra = 0,32-1,25 мкм).
Накопленный производственный опыт и результаты научноисследовательских работ показывают, что применение процессов прессования жидкостью целесообразно в следующих случаях:
- При деформировании малопластичных материалов (молибден, вольфрам и др.).
- При получении изделий, у которых необходима максимальная равномерность и повышенный уровень физико-механических свойств.
- При формообразовании изделий сложного поперечного сечения, которые другими методами обработки металлов давлением изготовить технически невозможно или экономически нецелесообразно. Методом гидропрессования получают сплошные и полые изделия со сложным наружным и внутренним профилем, в том числе и изделия со спиральными ребрами.
- При изготовлении биметаллических изделий с тонким наружным слоем (например, алюминиевых шин или проволоки с медным покрытием); в этом случае малые силы трения в очаге деформации не разрушают напрессовываемый тонкий наружный слой покрытия.
- При изготовлении тонкостенных труб и профилей из тонкостенных заготовок.
- При гидроэкструзии тонкой проволоки, растягивающие напряжения в очаге деформации значительно меньше, чем при волочении, а значит, сокращается обрывность проволоки.