1. Классификация оборудования для производства мороженого
При производстве мороженого применяют оборудование для приготовления смеси мороженого, частичного замораживания в ней влаги, закалки, фасовки и упаковки мороженого, а также оборудование для выпечки вафель.
Приготовление смеси мороженого включает такие операции, как составление смеси, ее пастеризация, гомогенизация и охлаждение. Для их выполнения можно использовать оборудование, применяемое при механической и тепловой обработке молока.
Основной технологический процесс при приготовлении мороженого – частичное замораживание влаги в специально приготовленной смеси с одновременным ее взбиванием и насыщением мелкодиспергированным воздухом. Этот процесс получил название «фризерование» и осуществляется в специальных аппаратах – фризерах. Определенная часть (25–60 %) воды переходит в лед, и объем смеси увеличивается в 1,5–2 раза.
Фризеры классифицируют на аппараты периодического и непрерывного действия. Они могут иметь рассольную, фреоновую или аммиачную систему охлаждения. Во фризерах может быть размещено от одного до шести цилиндров с последовательным или параллельным прохождением продукта. В таких аппаратах вырабатывается мороженое нескольких наименований или один вид мороженого повышенного качества.
После фризерования смесь мороженого подвергают закаливанию в аппаратах камерного или карусельного типа (скороморозильные аппараты или эскимогенераторы), в результате чего 85– 90 % воды вымораживается, а размеры кристаллов льда в нем увеличиваются до 80–100 мкм.
Фасование и упаковывание мороженого могут осуществляться как отдельная технологическая операция или совмещаться с его закаливанием. Мороженое, поступающее из эскимогенератора, упаковывают с помощью заверточного автомата. Для фасования и упаковывания мороженого в коробки из кашированной фольги, вафельные и бумажные стаканчики, а также брикетного мороженого на вафлях служат специальные линии фасования и закаливания. В их состав входят фасовочный автомат, скороморозильный аппарат и другое оборудование.
Вафли и вафельные стаканчики выпекают с помощью специальных электропрессов, полуавтоматов и автоматов.
2. Оборудование для фризерования смеси мороженого
Фризеры периодического действия применяют в основном для получения мягкого мороженого с целью его реализации сразу после приготовления.
Фризер ФМ-1 (рисунок 1) состоит из корпуса, бака с дозатором, рабочего цилиндра, мешалки, холодильного агрегата и трубопровода.

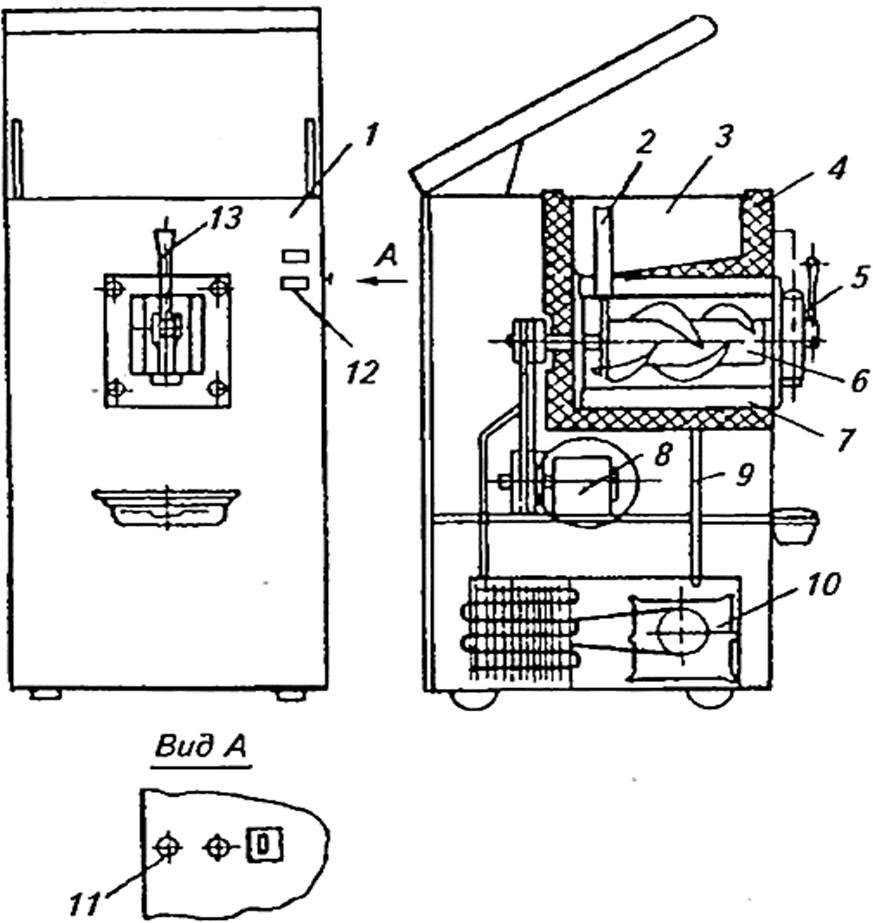
Рисунок 1 – Фризер ФМ-1: 1 – корпус; 2 – дозатор; 3 – бак; 4 – теплоизоляция; 5 – отборное устройство; 6 – мешалка; 7 – рабочий цилиндр; 8 – привод мешалки; 9 – трубопровод; 10 – холодильный аппарат; 11 – терморегулятор; 12 – шкала; 13 – рукоятка
Корпус выполнен в виде сварной станины и съемных панелей, сверху имеется крышка. Рабочий цилиндр и бак имеют теплоизоляцию и соединены трубопроводом. Привод мешалки включает в себя электродвигатель и редуктор. Вращение мешалки осуществляется с помощью клиноременной передачи. Отборное устройство служит для выгрузки готового продукта. Холодильный агрегат, включающий в себя электродвигатель, компрессор и теплообменник, соединен системой трубопроводов с испарителем, расположенным между стенками рабочего цилиндра.
Для сбора капель мороженого служит съемная ванночка, выполняющая одновременно функцию столика — наполнителя стаканчиков. Для промывки и дезинфекции фризера предусмотрены частичная разборка отборного устройства и извлечение шнека мешалки. Все детали, контактирующие с пищевыми продуктами, выполнены из специальной нержавеющей стали и полимерных материалов. Фризер работает в двух режимах: приготовления мороженого и мойки. Переключение режимов осуществляется тумблером.
В рабочем режиме фризер работает следующим образом.
Предварительно приготовленную и процеженную исходную смесь заливают в бак, откуда через дозатор она перетекает в рабочий цилиндр. С помощью дозатора в цилиндр поступает и воздух.
В процессе работы холодильного агрегата охлажденная смесь лопастями мешалки снимается с внутренней стенки рабочего цилиндра, интенсивно перемешивается с воздухом и взбивается.
При этом объем смеси увеличивается примерно в 2 раза. При достижении заданной температуры (–5…–6 °С), устанавливаемой терморегулятором, холодильная система и мешалка отключаются. Поршень отборного устройства перемешается рукояткой вверх и открывает выпускное отверстие. Одновременно посредством штанги замыкается микропереключатель, который через реле времени включает двигатель мешалки. В результате вращения последней порция мороженого подается в стаканчик. По мере отбора готового продукта в рабочий цилиндр поступает новая порция исходной смеси, и цикл повторяется.
При этом приготовление и отбор мороженого могут идти одновременно. При переводе рукоятки в верхнее положение поршень движется вниз, перекрывая выпускное отверстие, но благодаря реле времени двигатель мешалки продолжает работать еще некоторое время (5–180 с). Если в течение этого времени повторного отбора готового продукта не происходит, то двигатель мешалки отключается. Реле времени обеспечивает оптимальный режим работы электродвигателя мешалки. При непрерывном отборе мороженого оно может отключаться. Дозатор служит для регулирования подачи исходной смеси в рабочий цилиндр в зависимости от вида мороженого.
От продолжительности охлаждения смеси зависит взбитость мороженого. Если она недостаточна, мороженое получается излишне плотным и водянистым, с грубой структурой. При увеличенной взбитости мороженое имеет хлопьевидное строение. И в том и в другом случае вкусовые качества мороженого ниже нормы. Считается, что для большинства видов мороженого его взбитость должна составлять 75–95 % и при этом ограничиваться трехкратным содержанием сухих веществ в смеси.
В режиме мойки в бак фризера заливают моющий или дезинфицирующий раствор. В режиме мойки работает только электродвигатель мешалки. По окончании мойки раствор удаляется через отборное устройство. При частичной разборке отворачивают барашковые гайки и снимают отборное устройство, шнек мешалки и дозатор. Вместимость рабочего цилиндра 12 л. Применяемый хладагент R-12. Производительность фризера ФМ-1 21 кг/ч при мощности двигателей мешалки и холодильного агрегата 3 кВт. Продолжительность взбивания смеси не более 10 мин.
Фризер Б6- 0Ф2Ш (рисунок 2) предназначен для производства мороженого из смесей на молочной и фруктовой основах без наполнителей и наполнителями. Применяются на предприятиях, имеющих аммиачную насосно-циркуляционную систему охлаждения.
Фризер состоит из следующих основных частей: рабочего цилиндра с охлаждающей рубашкой, бака для смеси, мешалки с приводом, двух шестеренных насосов, трубопроводов и электрооборудования.
В цилиндре смесь мороженого взбивается и замораживается. Внутри его расположена мешалка со взбивающим устройством и ножами, которые при вращении мешалки прижимаются к внутренней поверхности цилиндра, снимая намороженный слой смеси.
Цилиндр имеет охлаждающую рубашку в виде спирали, покрытую слоем теплоизоляции и кожухом.
Рисунок 2 – Фризер Б6-ОФ2Ш
Привод мешалки выполнен в виде электродвигателя, редуктора и клиноременной передачи. Привод шестеренных насосов в виде электродвигателя и редуктора обеспечивает разную частоту вращения их валов.
Трубопроводы обеспечивают функционирование систем подвода и отвода аммиака, подачи смеси и насыщения ее воздухом. Они снабжены вспомогательным оборудованием, показывающими и предохранительными приборами.
Предварительно пропастеризованная, гомогенизированная и охлажденная до 6 °С смесь поступает самотеком или с помощью насоса в бак. Поплавковый клапан, находящийся в баке, поддерживает в нем постоянный уровень и предотвращает его переполнение. С помощью мешалки смесь перемешивается и по трубопроводу поступает последовательно на шестеренные насосы первой и второй ступеней. В трубопроводе между насосами из-за различной скорости вращения валов образуется вакуум.
Насос второй ступени засасывает воздух, проходящий через воздушный клапан и фильтр, и подает насыщенную воздухом смесь в рабочий цилиндр. Смесь в цилиндре соприкасается с охлаждаемыми аммиаком стенками, замерзает и срезается ножами. Мешалка со взбивающим устройством дополнительно взбивает замороженную смесь и выводит готовый продукт для дальнейшей обработки.
Клапан противодавления создает в цилиндре необходимое давление для обеспечения требуемого качества продукции. С его помощью можно регулировать взбитость готового продукта при постоянной температуре испарения аммиака в рубашке цилиндра. Давление смеси во фризере измеряют манометром, степень насыщения смеси воздухом – мановакуумметром. Контроль за температурой продукта осуществляется на пульте управления с помощью логометра с термопреобразователем.
Жидкий переохлажденный аммиак от напорного коллектора циркуляционной системы, пройдя через ручной запорный вентиль, фильтр, запорный мембранный вентиль с электромагнитным приводом, попадает в рубашку цилиндра. Проходя по спиральным каналам охлаждающей рубашки, жидкий аммиак забирает теплоту от смеси мороженого и выходит по трубопроводу, находящемуся в верхней части цилиндра. На нем установлены предохранительный клапан, мановакуумметр, ручной запорный вентиль.
После выхода из фризера мягкое мороженое имеет температуру –5…–6 °С и полностью готово к употреблению. Однако даже кратковременное хранение такого мороженого без дальнейшей обработки нежелательно. Обычно технологические схемы обработки закаленного мороженого включают в себя такие операции, как дозирование, фасование, закаливание и хранение.
Фризеры непрерывного действия. Отличительной чертой фризеров непрерывного действия является то, что все операции – загрузка, фризерование и выгрузка – осуществляются в них непрерывно.
Другой особенностью фризеров непрерывного действия является кратковременность фризерования, которая длится несколько секунд в сравнении с 3–15 мин работы фризеров периодического действия.
Фризер непрерывного действия показан на рисунке 3. Смесь мороженого и воздух подаются в морозильный цилиндр при помощи специального запатентованного двухпоршневого нагнетательного насоса.
Морозильный цилиндр охлаждается встроенным фреоновым компрессором.
Внутри цилиндра воздух вбивается в смесь. С помощью мешалки лопасти из нержавеющей стали, смонтированные на мешалке, непрерывно соскребают замороженную смесь с внутренней стенки цилиндра. Мороженое выходит из морозильного цилиндра через выходной патрубок.
Все части изготовлены из высококачественных материалов и по своему конструктивному решению соответствуют строгим стандартам, предъявляемым к надежности и долговечности оборудования. Рама и панели изготовлены из нержавеющей стали. С панели управления осуществляется запуск насоса, мешалки и компрессора. Манометры показывают давление клапана подачи воздуха в смесь (взбитость), давление в цилиндре и в холодильной системе.

Рисунок 3 – Фризер непрерывного действия
Выходная производительность является бесступенчатой и вариативной и регулируется с панели управления.
Вертикальный морозильный цилиндр с его твердым хромированным покрытием обеспечивает высокоэффективный теплообмен между смесью мороженого и хладагентом.
Мешалка и лопасти скребка из нержавеющей стали спроектированы таким образом, чтобы создавать ровную и однородную консистенцию продукта.
Система управления взбитостью функционирует следующим образом:
- первый поршень втягивает смесь мороженого и направляет ее на второй поршень;
- второй поршень получает отмеренное количество смеси с первого поршня вместе с воздухом, который подается в нужной дозировке пневматической системой с большой точностью.
3. Оборудование для закаливания мороженого
Скороморозильный аппарат (рисунок 4) выполнен в виде камеры, разделенной на две части и собранной из щитов, покрытых изоляцией. В первой части камеры в вертикальной плоскости расположен цепной конвейер. Во второй находятся батарея из оребренных труб и два вентилятора, которые перемещают воздух в горизонтальном направлении.
Брикеты мороженого укладывают на площадки люлек, прикрепленных к цепному конвейеру. Для лучшего омывания охлажденным воздухом брикетов в площадках люлек сделаны отверстия. Чтобы исключить примерзание брикетов к площадкам, к поверхности последних приварены проволочки. Продолжительность нахождения мороженого в закалочном аппарате 40–45 мин. Число люлек на конвейере у скороморозильных аппаратов различных марок колеблется от 202 до 300.
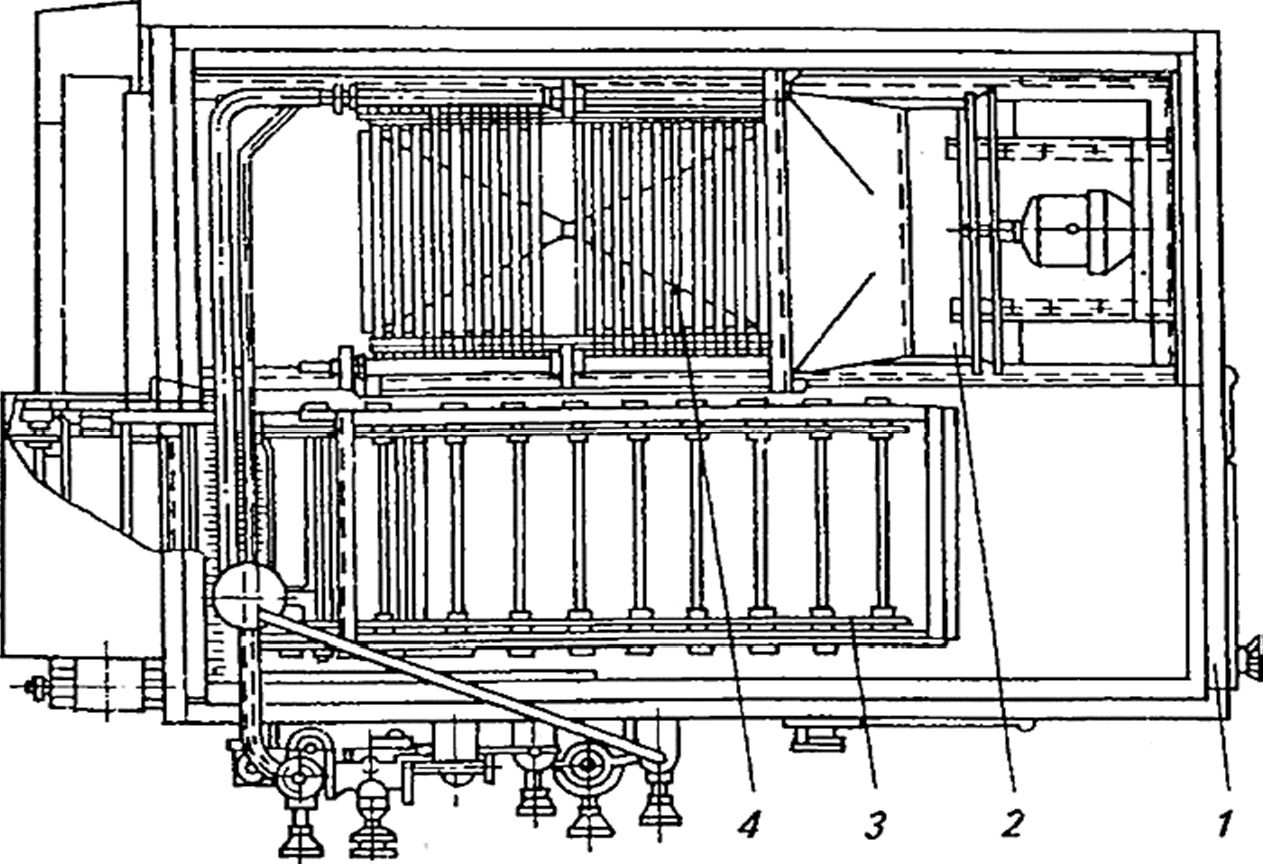
Рисунок 57 – Скороморозильный аппарат: 1 – задняя дверь; 2 – вентилятор; 3 – конвейер; 4 – аммиачная батарея
Большинство скороморозильных аппаратов имеет испаритель с теплопередающей поверхностью 260 или 310 м2. Температура охлаждающего воздуха –25…–35 °С, в зависимости от этого продолжительность нахождения мороженого в закалочной камере может сокращаться до 20–25 мин. Скорость перемещения конвейера в большинстве скороморозильных аппаратов регулируется с помощью вариатора, имеющегося в приводе. От брикетов закаленного мороженого люльки разгружают механическим способом путем их переворачивания или снятия брикетов с помощью разгрузочного устройства на выходе продукции из аппарата. В отдельных аппаратах конвейер обеспечивает движение люлек на разных участках в горизонтальном и вертикальном направлениях.
Эскимогенераторы представляют собой комбинированный аппарат карусельного типа для изготовления мелкофасованного мороженого эскимо прямоугольной формы на деревянной или пластмассовой палочке (рисунок 5). В нем осуществляют следующие операции: дозирование формочек для мороженого, предварительное охлаждение и забивку в форму с продуктом палочки, закаливание, глазирование шоколадной глазурью, подачу к автомату для завертывания готовой продукции.

Рисунок 5 – Эскимогенератор
Эскимогенератор состоит из станции управления, карусели, распределителя рассола, глазировочной головки, ванны для глазури, дозатора, палочкозабивателя, моющего устройства, испарителя трубопроводов и электрооборудования.
Находящиеся на карусели формочки продвигаются по окружности, делая прерывистое движение через каждые 3° и проходя последовательно все зоны. В начале зоны замораживания формочки поступают к дозатору и во время остановки карусели шесть из них заполняются порциями мороженого. По мере дальнейшего продвижения в замораживающей зоне мороженое частично подмерзает и попадает под палочкозабиватель, который вставляет одновременно шесть палочек. Двигаясь по кругу, мороженое закаляется, а затем попадает в зону оттаивания для извлечения из формочек и погружения в шоколадную глазурь. Глазированное мороженое поступает на лотки конвейера заверточного автомата.
Закаливание мороженого осуществляется в ванне, разделенной на секции. Холодный рассол (–20…–25 °С) насосом подается из камеры испарителя в ванну, охлаждает мороженое, находящееся в формочках карусели, и через отверстие и сливной патрубок каждой секции попадает в поддон, а оттуда – в камеру испарителя. Для охлаждения рассола в испаритель подается кипящий аммиак из централизованной системы или автономной установки.
4. Оборудование для выпечки вафель
Для выпечки вафельных стаканчиков используют полуавтоматы и автоматы, для выпечки плоских вафель – электропресс.
Полуавтомат для выпечки вафельных стаканчиков (рисунок 6) целесообразно применять на небольших предприятиях. Он состоит из станины, верхней подвижной плиты с пуансонами, нижней неподвижной плиты с конусообразными ячейками, бачка для теста, поддона для отходов и системы электронагревателей. С помощью рычагов плита с пуансонами может подниматься и опускаться. При опускании пуансоны входят в конусообразные ячейки нижней неподвижной плиты с некоторым зазором. Сзади полуавтомата установлены направляющие, по которым на роликах может передвигаться бачок с тестом.

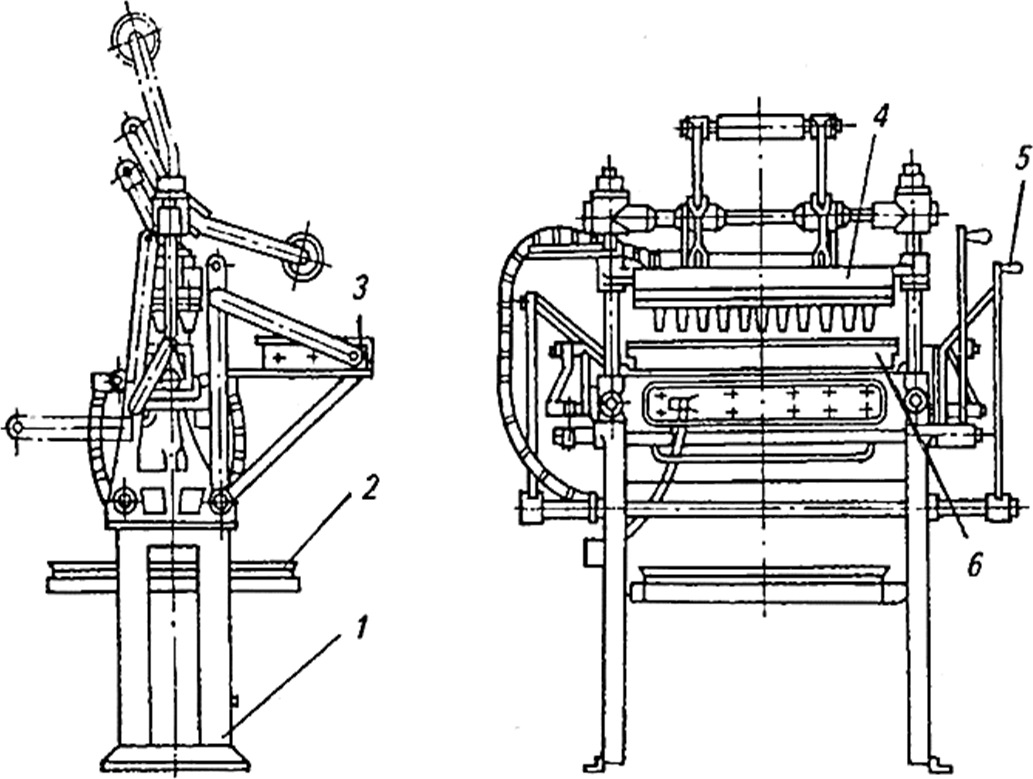
Рисунок 6 – Полуавтомат для выпечки вафельных стаканчиков: 1 – станина; 2 – поддон; 3 – бачок; 4 – пуансон; 5 – рукоятка; 6 – плита
После включения электронагревателей, которые находятся в пуансонах и ячейках, они прогреваются до нужной температуры. Когда верхняя плита поднята, под пуансоны подается бачок с тестом. С помощью рычагов верхнюю плиту опускают вниз, окуная в тесто пуансоны. Тесто налипает на них, бачок отводится в сторону, и верхняя плита опускается вниз. Пуансоны вводятся в ячейки на 3,5–4 мин, а затем снова поднимаются вместе с верхней плитой. Излишки теста снимают вручную ножом и складывают в поддон. За один цикл работы полуавтомат позволяет выпекать 22 стаканчика.
Электропрессы различных размеров применяют при выпечке плоских вафель (рисунок 7).

Рисунок 7 – Электропресс для выпечке плоских вафель
Обычно они состоят из двух чугунных щит, соединенных шарнирно с рифленой внутренней поверхностью. На наружной в специальных пазах в изоляции уложены нагревательные элементы.
Нижняя плита прикреплена к столу неподвижно, верхняя может перемещаться, а в нижнем положении плотно скрепляется с верхней специальным запорным устройством. Тесто подают на нижнюю плиту. Верхняя плита опускается вниз, и через 3–5 мин выпекается вафельный лист размерами 224 × 224 мм.

