Содержание страницы
- 1. Цикл сверления сквозных отверстий и цикл сверления глухих отверстий (с выдержкой)
- 2. Относительные координаты в постоянном цикле
- 3. Обеспечение прерывистого сверления, цикл G83
- 4. Обеспечение нарезания резьбы – цикл G84
- 5. Обеспечение растачивания – цикл G85
- 6. Постоянные циклы. УП сверления отверстий
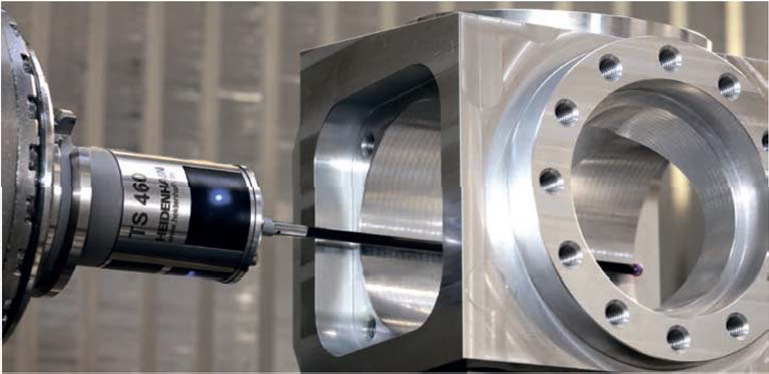
Постоянными циклами называются специальные макропрограммы, заложенные в УЧПУ для выполнения стандартных операций механической обработки. Практически все станки с ЧПУ имеют набор циклов для обработки отверстий – циклы сверления, растачивания и нарезания резьбы (см. рис. 1). Эти циклы упрощают процесс написания управляющих программ (УП) и экономят время, так как позволяют при помощи одного кадра выполнить множество перемещений.
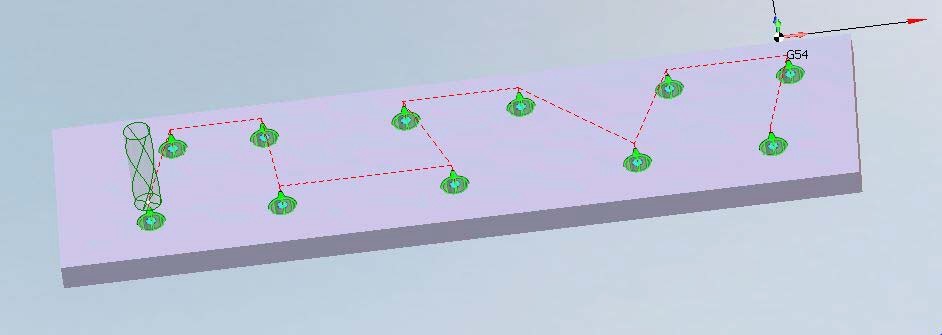
Рис. 1. Для обработки отверстий рекомендуется использовать постоянные циклы
Предположим, что необходимо просверлить несколько отверстий в детали. Чтобы просверлить одно отверстие, нужно на рабочей подаче опустить сверло на требуемую глубину, затем вывести его вверх на ускоренной подаче и переместить к следующему отверстию.
Следующая программа демонстрирует, как просверлить несколько отверстий без использования постоянных циклов:
%
O0005 Начало программы
N100 G21
N102 G0 G17 G40 G49 G80 G90 Строка безопасности
N104 T1 M6 Вызов инструмента
N106 G0 G90 G54 X5. Y5. S1000 M3 Перемещение к отверстию № 1
N108 G43 H1 Z100 Коррекция на длину инструмента
N110 Z10
N112 G1Z-8. F70 Сверление отверстия № 1
N114 G0 Z10 Вывод сверла на ускоренной подаче
N116 X15 Перемещение к отверстию № 2
N118 G1 Z-8. F70 Сверление отверстия № 2
N120 G0 Z10. Вывод сверла на ускоренной подаче
N122 X-5. Перемещение к отверстию № 3
N124 G1 Z-8. F70 Сверление отверстия № 3
N126 G0 Z10. Вывод сверла на ускоренной подаче
N128 X-15. Перемещение к отверстию № 4
N130 G1 Z-8. F70 Сверление отверстия № 4
N132 G0 Z10. Вывод сверла на ускоренной подаче
N134 X5. Y-5. Перемещение к отверстию № 5
N136 G1 Z-8. F70 Сверление отверстия № 5
N138 G0 Z10. Вывод сверла на ускоренной подаче
N140 X15. Перемещение к отверстию № 6
N142 G1 Z-8. F70 Сверление отверстия № 6
N144 G0 Z10. Вывод сверла на ускоренной подаче
N146 X-5. Перемещение к отверстию № 7
N148 G1 Z-8. F70 Сверление отверстия № 7
N150 G0 Z10. Вывод сверла на ускоренной подаче
N152 X-15. Перемещение к отверстию № 8
N154 G1 Z-8. F70 Сверление отверстия № 8
N156 G0 Z10. Вывод сверла на ускоренной подаче
N158 Z100.
N160 M5
N166 M30 Конец программы
%
Использование постоянного цикла упрощает процесс создания программы для обработки отверстий, делает ее легко читаемой и существенно уменьшает в размере. Создадим новую управляющую программу (УП) для обработки этих же отверстий с постоянным циклом сверления:
%
O0005 Начало программы
N100 G21
N102 G0 G17 G40 G49 G80 G90 Строка безопасности
N104 T1 M6 Вызов инструмента
N106 G0 G90 G54 X5. Y5. S1000 M3 Перемещение к отверстию № 1
N108 G43 H1 Z100. Коррекция на длину инструмента
N110 Z10.
N112 G99 G81 Z-8. R10. F70. Вызов цикла сверления
N114 X15. Координаты отверстия № 2
N116 X-5. Координаты отверстия № 3
N118 X-15. Координаты отверстия № 4
N120 X5. Y-5. Координаты отверстия № 5
N122 X15. Координаты отверстия № 6
N124 X-5. Координаты отверстия № 7
N126 X-15. Координаты отверстия № 8
N128 G80 Отмена цикла сверления
N130 Z100.
N132 M5 N138 M30 Конец программы
%
Очевидно, что новая программа имеет меньший размер. В кадре N112 находится код G81 для вызова цикла сверления. В этом же кадре находятся адреса, отвечающие за настройку параметров цикла. Адрес Z обозначает глубину сверления, a R определяет высоту отвода сверла из отверстия относительно нулевой плоскости. В последующих кадрах находятся координаты обрабатываемых отверстий. В них не нужно ставить коды вызова цикла сверления, так как G81 будет оставаться активным, пока его не отменят при помощи кода G80. Работать с постоянными циклами очень удобно (см. табл. 1).
Таблица 1. Постоянные циклы для обработки отверстий
| G код | Описание |
| G80 | Отмена постоянного цикла |
| G81 | Стандартный цикл сверления |
| G82 | Сверление с выдержкой |
| G83 | Цикл прерывистого сверления |
| G73 | Высокоскоростной цикл прерывистого сверления |
| G84 | Цикл нарезания резьбы |
| G74 | Цикл нарезания левой резьбы |
| G85 | Стандартный цикл растачивания |
Например, вы решили изменить глубину сверления и высоту вывода сверла из отверстия. При работе с программой без постоянного цикла вам придется отредактировать ее практически полностью. Если же вы используете постоянный цикл сверления, то для достижения нужного эффекта достаточно изменить несколько параметров. Станки с ЧПУ могут иметь разнообразные циклы: от довольно простых – для сверления, растачивания и нарезания резьбы до более сложных – для обработки контуров и карманов.
Некоторые циклы стандартизированы, хотя большинство из них разрабатываются производителями станков и систем ЧПУ самостоятельно. Поэтому на разных станках одинаковые, по сути, циклы могут записываться по-разному, что конечно же затрудняет программирование. В этой главе мы рассмотрим циклы для обработки отверстий, использующиеся на подавляющем большинстве современных станов с ЧПУ.
1. Цикл сверления сквозных отверстий и цикл сверления глухих отверстий (с выдержкой)
Код G81 предназначен для вызова стандартного цикла сверления.
Следующий кадр демонстрирует типичный формат этого цикла: G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
Адреса X и Y определяют координаты обрабатываемых отверстий. Адрес Z указывает конечную глубину сверления, a R применяется для установления плоскости отвода. Плоскость отвода – это координата по оси Z, с которой начинается сверление на рабочей подаче. Плоскость отвода устанавливается немного выше поверхности детали, поэтому значение при R обычно положительное. Не стоит устанавливать плоскость отвода очень высоко, иначе сверло на рабочей подаче будет перемещаться слишком долго. Рабочая подача для цикла устанавливается с помощью F-слова данных.
Постоянные циклы и их параметры являются модальными. Вызвав цикл при помощи соответствующего G-кода, в следующих кадрах вы указываете координаты отверстий, которые необходимо обработать, не программируя никаких других кодов и параметров. После кадра, содержащего координаты последнего отверстия, необходимо запрограммировать G80 – код отмены (окончания) постоянного цикла. Если этого не сделать, то все последующие координаты перемещений будут считаться координатами обрабатываемых отверстий.
Цикл сверления с выдержкой вызывается при помощи команды G82. Функционирует этот цикл аналогично стандартному циклу сверления, с единственной разницей в том, что при G82 на дне отверстия запрограммировано время ожидания (выдержка). Цикл сверления с выдержкой часто применяется для сверления глухих отверстий, так как запрограммированное время ожидания обеспечивает лучшее удаление стружки со дна отверстия. Адрес Р устанавливает время ожидания на дне отверстия. Как правило, время выдержки указывается в 1/1000 с без десятичной точки. Например, в следующем кадре выполняется цикл сверления с выдержкой на дне отверстия, равной 6.5 секундам:
G82 Х10.0 Y15.3 Z-3.0 P6500 R0.5 F50.
При выполнении механической обработки отверстий при помощи постоянных циклов вам необходимо знать, что такое исходная плоскость и плоскость отвода. Две эти плоскости используются для управления перемещениями по оси Z между отверстиями. О плоскости отвода мы уже говорили.
Постоянные циклы станка с ЧПУ – сверление на рабочей подаче и точка, в которую возвращается инструмент после того, как он достиг дна обрабатываемого отверстия.
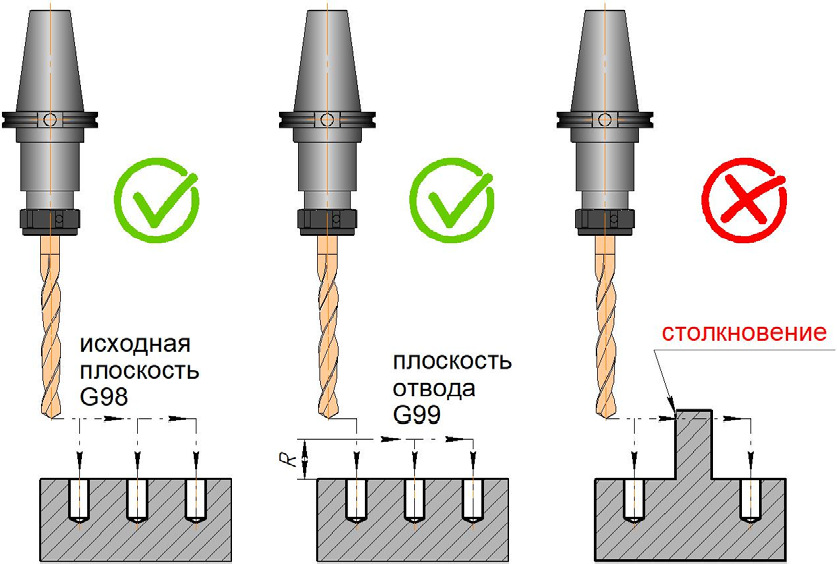
Исходная плоскость – это координата (уровень), по оси Z в которой располагался инструмент перед вызовом постоянного цикла. Код G98 используется для работы с исходной плоскостью (см. рис. 2), а код G99 – с плоскостью отвода.
а) б) в)
Рис. 2. Возможные варианты расположения сверла перед началом обработки: а) применение кода G98 для постоянного цикла фреза будет возвращаться в исходную плоскость; б) при применении кода G99 она будет возвращаться в плоскость отвода, определенную ее R-адресом; в) при условии неправильного установления плоскости отвода возможно столкновение фрезы и детали
Предположим, что инструмент находится в координате Z20.0 в момент вызова цикла сверления. Тогда исходная плоскость будет располагаться на расстоянии 20 мм выше нулевой точки по оси Z. То есть для установления исходной плоскости не требуется указывать какие-либо специальные адреса. Однако для установления плоскости отвода необходимо использовать адрес R. Формат кадра для цикла сверления выглядит следующим образом:
G98 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
или
G99 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
Если цикл сверления работает совместно с кодом G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Код G98 применяется, когда требуется увеличенное расстояние отвода, для того чтобы избежать столкновения инструмента с деталью. Учтите, что если вы работаете с G98 сразу после смены инструмента, то исходная плоскость, скорее всего, будет установлена очень высоко, и инструмент будет перемещаться к отверстию непозволительно долго.
Когда нет опасности столкновения инструмента с деталью, то обычно используют код G99 (см. рис. 3), который позволяет сократить время при обработке множества отверстий. В этом случае инструмент перемещается между отверстиями и выводится вверх в конце цикла до координаты по Z, установленной R-словом данных.
а) б)
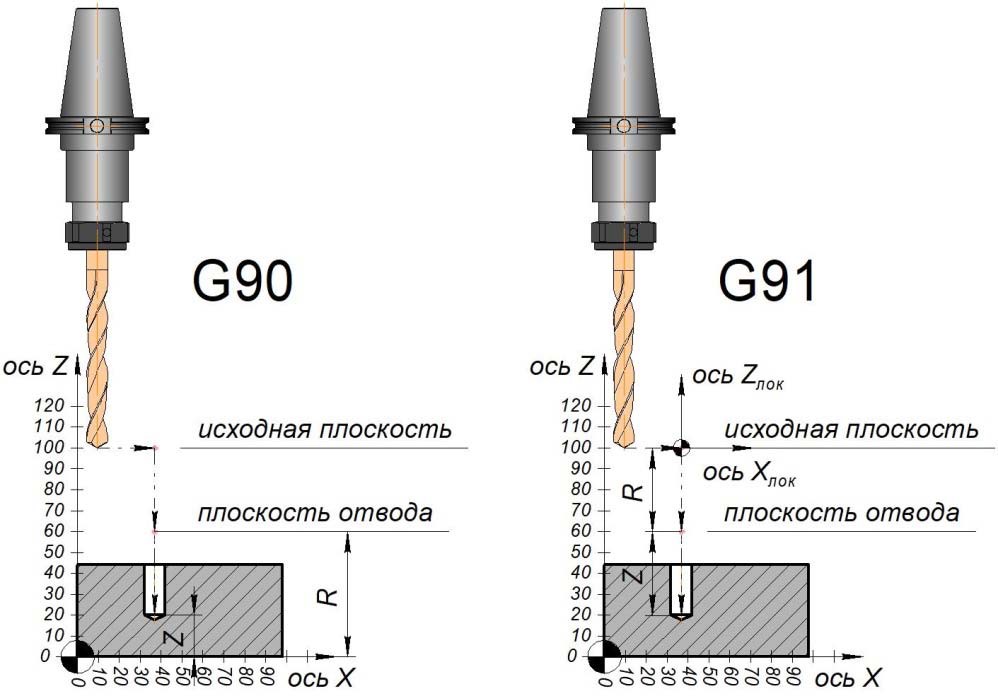
Рис. 3. При использовании постоянных циклов сверления имеется разница между кодом G90 (а) и кодом G91(б)
Обычно системы ЧПУ позволяют переключаться между G98 и G99 прямо внутри постоянного цикла между обрабатываемыми отверстиями:
…
G99 G81 X10.0 Y15.3 Z-3.0 R0.5 F50.
X20 Y20
G98 X30 Y30
X40 Y40
…
2. Относительные координаты в постоянном цикле
При необходимости использования относительных координат (G91) при работе с постоянным циклом следует учитывать следующее:
- плоскость отвода устанавливается относительно исходной плоскости;
- глубина сверления по Z устанавливается относительно плоскости отвода.
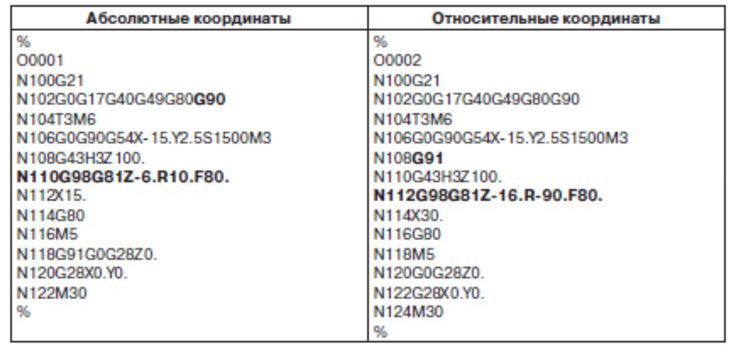
Давайте создадим две программы на сверление отверстий для одной и той же детали. Первая программа будет использовать абсолютные координаты, а вторая – относительные (табл. 2). Как видите, в случае относительного программирования глубина сверления (6 мм ниже нулевой плоскости) устанавливается относительно плоскости отвода, поэтому в программе указано Z-16. Плоскость отвода (10 мм выше нулевой плоскости) задана относительно координаты Z100, поэтому в цикле сверления указано R-90. На рисунке 4. показана разница между G90 и G91 при постоянном цикле сверления.
Таблица 2. Абсолютные и относительные координаты в постоянном цикле
3. Обеспечение прерывистого сверления, цикл G83
Код G83 вызывает цикл прерывистого сверления. Прерывистое сверление часто используется при обработке глубоких отверстий. Если при обычном сверлении инструмент на рабочей подаче перемещается ко дну отверстия непрерывно, то в цикле прерывистого сверления инструмент поднимается вверх через определенные интервалы для удаления стружки. Если вы сверлите глубокое отверстие (глубина отверстия больше трех диаметров сверла), то есть вероятность, что стружка не успеет выйти из отверстия и инструмент сломается. При обработке отверстий технолог-программист должен решить, какой именно цикл ему необходим в каждом конкретном случае (см. рис. 4).
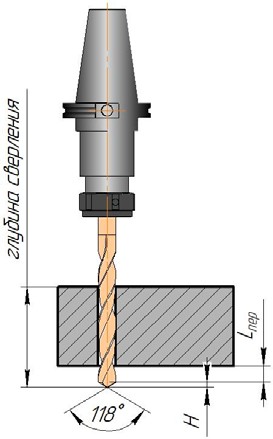
Рис. 4. Глубина сверления с учетом величины угла заточки сверла
На чертежах длину отверстия указывают по прямой части. Однако режущая кромка сверла заточена под определенным углом (обычно 118°). Так как в программе указываются координаты Z для кромки сверла, то инструменту необходимо пройти дополнительное расстояние H = R сверла/tan(L/2). При сверлении сквозных отверстий нужно задать небольшой перебег (0.5–1 мм) для прямой части сверла.
Формат кадра для цикла прерывистого сверления похож на формат обычного цикла сверления:
G83 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45.
Обратите внимание на Q-адрес, который определяет относительную глубину каждого рабочего хода сверла. В данном случае сверление происходит по такому алгоритму:
- Сверло от исходной плоскости перемещается к плоскости отвода (R0.5) на ускоренной подаче.
- От плоскости отвода R сверло подается на глубину 2 мм (Q2.0) со скоростью подачи (F45).
- Сверло ускоренным ходом перемещается к плоскости отвода (R0.5).
- Сверло ускоренным ходом перемещается к ранее достигнутой позиции по глубине (или немного не доходит до этой глубины во избежание столкновения сверла с материалом детали).
- Сверло подается на глубину 4 мм (2 + 2) со скоростью подачи (F45).
- Шаги 3, 4 и 5 повторяются до тех пор, пока сверло не достигнет координаты Z-25. Затем сверло выводится из отверстия до плоскости отвода (G99) или исходной плоскости (G98).
Высокоскоростной цикл прерывистого сверления G73 работает аналогично циклу G83. Единственная разница заключается в том, что при высокоскоростном цикле сверло для удаления стружки выводится из отверстия не полностью (см. рис. 5). Это позволяет уменьшить машинное время обработки. Формат кадра для высокоскоростного цикла прерывистого сверления:
G73 Х10.0 Y10.0 Z-25.0 Q2.0 R0.5 F45

Рис. 5. Схема цикла прерывистого сверления
Многие СЧПУ позволяют указывать дополнительные адреса для более гибкой работы с циклами сверления. Внимательно прочитайте документацию к станку для понимания работы циклов и уточните использующиеся в них адреса. Когда программист задает глубину сверления в программе обработки, он рассчитывает ее относительно крайней кромки сверла.
Очень часто на чертежах глубина отверстия указывается относительно прямой части сверла. В этом случае необходимо произвести несложный расчет для нахождения глубины крайней кромки. Высота кромки сверла Н = радиус сверла R/tan (угол L/2). Если на чертеже указана глубина до прямой части 40 мм, диаметр сверла равен 10 мм, а угол кромки равен 118°, тогда высота кромки H = 5/tan 59 (град.) = = 5/1.664 = 3.004 мм. Следовательно, глубина сверления, которую необходимо указать в управляющей программе, равна 40 + 3.004 = 43.004 мм (Z-43.004).
4. Обеспечение нарезания резьбы – цикл G84
Код G84 используется для вызова цикла нарезания резьбы. В этом случае при каждой подаче оси Z на значение шага метчика шпиндель поворачивается на один оборот. Когда метчик достигает дна отверстия, шпиндель, вращаясь в обратную сторону, выводит метчик из отверстия. УЧПУ самостоятельно синхронизирует подачу и скорость вращения шпинделя во избежание повреждения резьбы и поломки инструмента. Благодаря этому нарезание резьбы можно выполнить без плавающего патрона с высокой скоростью и точностью.
Формат кадра для цикла нарезания резьбы следующий: G98 G84 Х10.0. Y10.0 Z-6.0 R10.0 F10
Код G74 вызывает цикл нарезания резьбы при помощи метчика левой резьбы. Формат этого цикла аналогичен формату для G84. Единственная разница между двумя этими циклами заключается в направлении вращения шпинделя.
G98 G74 Х10.0. Y10.0 Z-6.0 R10.0 F10
Некоторые СЧПУ позволяют программировать циклы нарезания резьбы за несколько рабочих операций, аналогично циклу прерывистого сверления. При нарезании резьбы при помощи постоянных циклов станка программисту следует проявлять особую внимательность, назначая режимы резания и глубину обработки.
5. Обеспечение растачивания – цикл G85
Код G85 вызывает стандартный цикл растачивания. Операция растачивания применяется для получения отверстий высокой точности с хорошей чистотой поверхности. В качестве инструмента используется расточной патрон с настроенным на определенный радиус резцом. Формат для цикла G85 похож на формат цикла сверления:
G98 G85 Х10.0 Y10.0 Z-10.0 R10.0 F30
Цикл G85 выполняет перемещение расточного резца до дна отверстия на рабочей подаче с вращением шпинделя. Когда резец достигает дна, инструмент выводится из отверстия также на рабочей подаче (см. рис. 6).

Рис. 6. Цикл растачивания отверстия
Существует множество разновидностей цикла растачивания, которые отличаются друг от друга поведением при выводе инструмента из обработанного отверстия. В таблице 8.3 приведены наиболее распространенные расточные циклы.
Таблица 3. Расточные циклы
| Цикл
растачивания |
Описание цикла |
| G76 | При достижении дна отверстия расточной резец ориентируется определенным образом, сдвигается от боковой поверхности (стенки) отверстия и выводится на ускоренной подаче. Для правильной работы с этим циклом необходимо правильно сориентировать инструмент при настройке и установке, иначе можно сломать инструмент или испортить деталь |
| G85 | Стандартный расточной цикл. Инструмент вводится в отверстие на рабочей подаче. При достижении заданной координаты инструмент выводится из отверстия на рабочей подаче |
| G86 | При достижении дна отверстия шпиндель прекращает вращаться и выводится из отверстия на ускоренной подаче. На боковой поверхности (стенке) отверстия, скорее всего, останется вертикальная риска |
| G87 | Поведение цикла может быть различным. У одних станков этот цикл выполняет растачивание за несколько рабочих операций, аналогично циклу прерывистого сверления. У других станков шпиндель останавливается на дне отверстия и выводится из него вручную. На большинстве современных ОЦ является циклом обратного растачивания |
| G88 | Аналогично G87. На дне отверстия можно задать время выдержки |
| G89 | Аналогично G85. На дне отверстия можно задать время выдержки |
6. Постоянные циклы. УП сверления отверстий
Пример № 1
Необходимо просверлить семь отверстий (см. рис. 7).
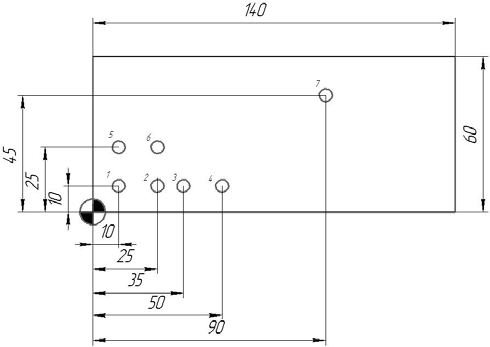
Рис. 7. Пример сверления 7 отверстий диаметром 3 мм и глубиной 6,5 мм
| Код программы | Описание |
| % | |
| O0001 | Номер программы |
| N100 G21 | Работа в метрической системе |
| N102 G0 G17 G40 G49 G80 G90 | Строка безопасности |
| N104 T1 M6 | Вызов сверла диаметром 6 мм |
| N106 G54 X10. Y10. S1000 M3 | Перемещение к отверстию № 1 |
| N108 G43 H1 Z100. | Компенсация длины инструмента |
| N110 Z10. | Ускоренное перемещение к Z10. |
| N112 G99 G81 Z-6.5 R1. F45. | Стандартный цикл сверления |
| N114 X25. | Сверление отверстия № 2 |
| N116 X35. | Сверление отверстия № 3 |
| N118 X50. | Сверление отверстия № 4 |
| N120 X10. Y25. | Сверление отверстия № 5 |
| N122 X25. | Сверление отверстия № 6 |
| N124 X45. Y90. | Сверление отверстия № 7 |
| N126 G80 | Отмена постоянного цикла |
| N128 Z100. | Перемещение к Z100. |
| N130 M5 | Останов шпинделя |
| N132 G91 G28 Z0. | Возврат в исходную позицию по Z |
| N134 G28 X0. Y0. | Возврат в исходную позицию по X, Y |
| N136 M30 | Конец программы |
| % |
Пример № 2
Необходимо просверлить 8 отверстий (см. рис. 8).
| № отверстия | Координаты в прямоугольной системе координат (X; Y) |
| 1 | X0 Y 35 |
| 2 | X24.75 Y24.75 |
| 3 | X35 Y0 |
| 4 | X24.75 Y-24.75 |
| 5 | X0 Y-35 |
| 6 | X-24.75 Y-24.75 |
| 7 | X-35 Y0 |
| 8 | X-24.75 Y24.75 |
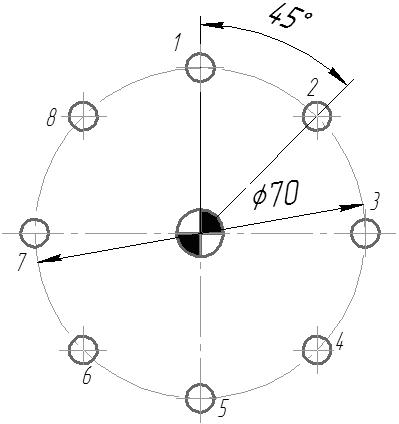
Рис. 8. диаметром 6 мм и глубиной 25 мм, с предварительным центрованием отверстий
| Код программы | Описание |
| % | |
| O0002 | Номер программы |
| (PROGRAM NAME – HOLES2 ) | Название программы |
| N100 G21 | Работа в метрической системе |
| N102 G0 G17 G40 G49 G80 G90 | Строка безопасности |
| ( CENTROVKA ) | Комментарий |
| N104 T1 M6 | Вызов центровки |
| N106 G54 X0 Y35 S1200 M3 | Перемещение к отверстию № 1 |
| N108 G43 H1 Z100. | Компенсация длины инструмента |
| N110 Z2. | Ускоренное перемещение к Z2. |
| N112 G99 G81 Z-.8 R2. F70. | Стандартный цикл сверления |
| N114 X24.75 Y24.75 | Центрование отверстия № 2 |
| N116 X35 Y0 | Центрование отверстия № 3 |
| N118 X24.75 Y-24.75 | Центрование отверстия № 4 |
| N120 X0 Y-35 | Центрование отверстия № 5 |
| N122 X-24.75 Y-24.75. | Центрование отверстия № 6 |
| N124 X-35 Y0 | Центрование отверстия № 7 |
| N126 X-24.75 Y24.75 | Центрование отверстия № 8 |
| N128 G80 | Отмена постоянного цикла |
| N130 Z100/ | Перемещение к Z100. |
| N132 M5 | Останов шпинделя |
| N134 G91 G28 Z0. | Возврат в исходную позицию по Z |
| N136 G28 X0. Y0. | Возврат в исходную позицию по X, Y |
| N138 M01 | Временный останов |
| ( DRILL 8 HOLES ) | Комментарий |
| N140 T2 M6 | Вызов сверла диаметром 5 мм |
| N142G54 X0 Y35 S1000 M3 | Перемещение к отверстию № 1 |
| N144 G43 H2 Z100. | Компенсация длины инструмента |
| N146 Z2. | Ускоренное перемещение к Z2. |
| N148 G99 G83 Z-25. R2. Q2. F45. | Цикл прерывистого сверления |
| N150 X24.75 Y24.75 | Сверление отверстия № 2 |
| N152 X35. Y0. | Сверление отверстия № 3 |
| N154 X24.75 Y-24.75 | Сверление отверстия № 4 |
| N156 X0 Y-35 | Сверление отверстия № 5 |
| N158 X-24.75. Y-24.75 | Сверление отверстия № 6 |
| N160 X-35 Y0 | Сверление отверстия № 7 |
| N162 X-24.75 Y24.75 | Сверление отверстия № 8 |
| N164 G80 | Отмена постоянного цикла |
| N166 Z100. | Перемещение к Z100. |
| N168 M5 | Останов шпинделя |
| N170 G91 G28 Z0 | Возврат в исходную позицию по Z |
| N172 G28 X0. Y0. | Возврат в исходную позицию по X, Y |
| N174 M30 | Конец программы |
| % |