Содержание страницы
1. Принципиальные положения
Для того чтобы вам проще было понять, что такое автоматическая коррекция радиуса инструмента и как с ней работать, составим программу для обработки наружного контура детали на рис. 1.
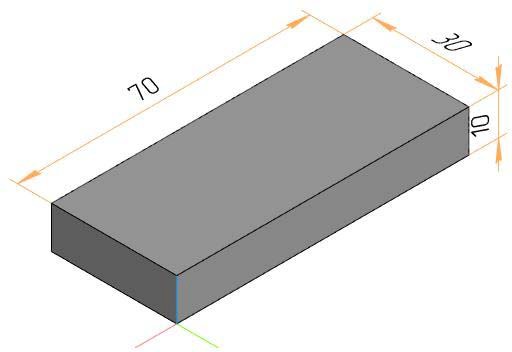
Рис. 1. Пример фрезерования наружного контура детали
Итак, необходимо фрезеровать наружный контур детали концевой фрезой диаметром 10 мм. Так как резание происходит боковой (цилиндрической) частью фрезы, то центр фрезы будет смещен на расстояние, равное радиусу (5 мм), влево относительно обрабатываемого контура. Фреза перемещается последовательно через точки 1, 2, 3 и 4 (рис. 2а). Так как в программе обработки указываются координаты центра инструмента, то ее можно представить упрощенно в таком виде:
…
G01 X-5 Y-5
G01 X-5 Y30
G01 X55 Y30
G01 X55 Y-5
…
Мы рассчитали координаты опорных точек для фрезы диаметром 10 мм. Предположим, что по каким-либо причинам такой фрезы не оказалось в наличии. Зато в инструментальной кладовой нашлась концевая фреза диаметром 8 мм. Придется составить еще одну программу для новой фрезы, то есть пересчитать все координаты траектории.
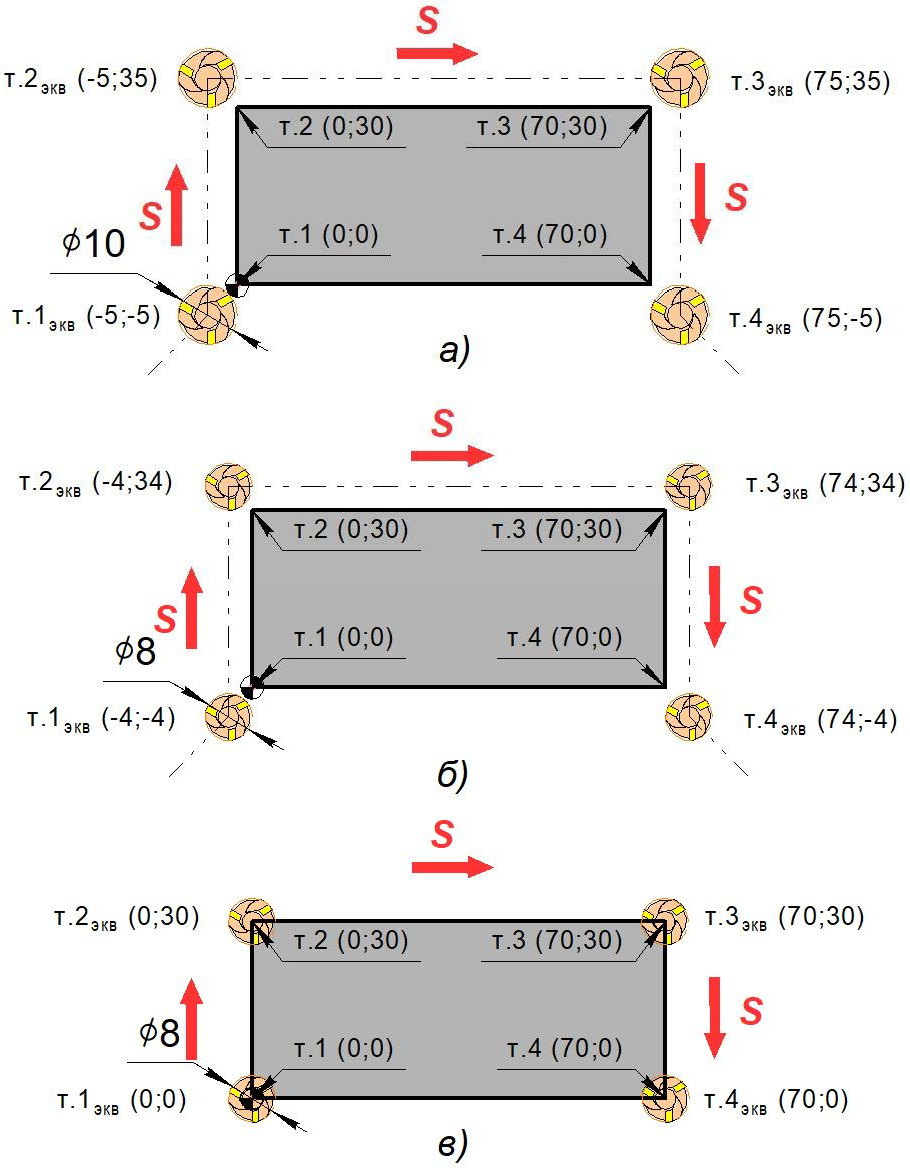
Рис. 2. Исходный контур и эквидистантная траектория для фрез диаметром с учетом величины смещения центра фрезы
При обработке контура новой фрезой ее центр будет смещен влево уже не на 5, а на 4.0 мм (рис. 2 б). Новую программу можно представить в следующем виде:
…
G01 X-4.5 Y-4.5
G01 X-4.5 Y29.5
G01 X54.5 Y29.5
G01 X54.5 Y-4.5
…
Мы столкнулись с довольно простым контуром, поэтому перерасчет программы не занял много времени. Однако если обрабатываемый контур окажется сложным, а диаметр инструмента будет не целочисленным, то расчет координат траектории может представлять собой трудную математическую задачу.
Функция станка с ЧПУ для автоматической коррекции радиуса инструмента упрощает такие вычисления и позволяет обрабатывать один и тот же контур различными инструментами по одной управляющей программе. Теперь создадим программу обработки нашего контура, используя функцию автоматической коррекции радиуса инструмента. Представьте себе, что центр фрезы перемещается прямо по контуру (рис. 2в) без каких-либо смещений. Тогда управляющая программа будет выглядеть так:
…
G01 X0 Y0
G01 Y25
G01 X50
G01 Y0
…
Очевидно, что такая программа не обеспечивает правильной обработки. Необходимо, чтобы траектория центра инструмента была смещена относительно контура на величину радиуса. Система ЧПУ способна самостоятельно рассчитать и выполнить такое смещение – коррекцию на радиус инструмента. Для осуществления автоматической коррекции на радиус инструмента нужно сообщить системе величину радиуса инструмента 9 см и в управляющей программе указать соответствующий G-код. В таблице 1 сведены коды и адреса для автоматической коррекции радиуса инструмента.
Таблица 1. Автоматическая коррекция на радиус инструмента – коды и адреса
| Код | Действие | Код | Действие |
| G41 | Коррекция слева | G40 | Отмена коррекции |
| G42 | Коррекция справа | D | Номер корректора на радиус инструмента |
Теперь мы можем создать полную программу с коррекцией, которая обеспечит правильную обработку нашего контура фрезой диаметром 8 мм.
Код программы с пояснением:
%
O0004 Номер программы
N100 G21 Работа в метрической системе
N102 G0 G17 G40 G49 G80 G90 Строка безопасности
N104 T2 M6 Вызов инструмента № 2
N106 G54 X-18. Y-9.S1200 M3 Ускоренное перемещение в позицию № 1
N108 G43 H2 Z100. Компенсация длины инструмента
N110 Z10. Ускоренное перемещение в Z10
N112 G1 Z-1. F120 Перемещение в Z-1 с F = 120 мм/мин
N114 G41 D2 X-9. F200 Перемещение с коррекцией в позицию № 2
N116 G3 X0. Y0. R9. Подход к контуру по дуге в позицию № 3
N118 G1 Y25. Перемещение в позицию № 4
N120 X50. Перемещение в позицию № 5
N122 Y0. Перемещение в позицию № 6
N124 G3 X59. Y-9. R9. Отвод от контура по дуге в позицию № 7
N126 G1 G40 X68. Перемещение и отмена коррекции
N128 Z9. F300 Подъем инструмента в Z9
N130 G0 Z100. Ускоренное перемещение в Z100
N132 M5. Останов шпинделя
N138 M30. Конец программы.
%
Таким образом, если на рис. 3 вы видите расчетную траекторию, совпадающую с исходным контуром, то на рис. 4 показана реальная траектория обработки фрезой диаметром 8 мм, смещенная на 4,0 мм влево относительно исходного контура.
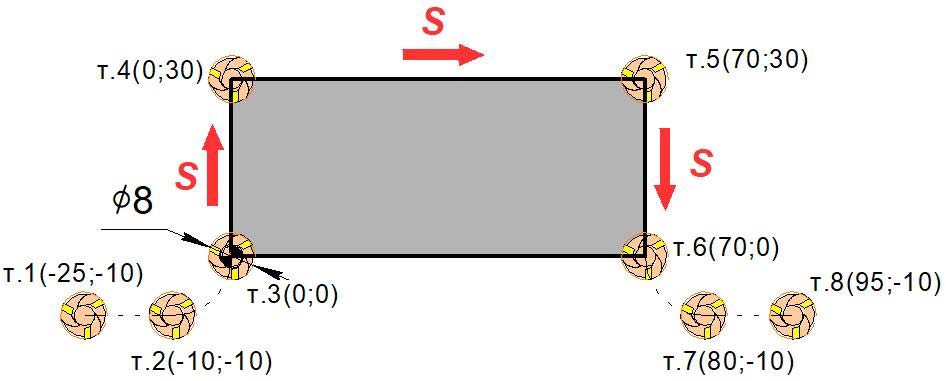
Рис. 3. Пример обработки заданного контура с использованием необходимых коррекцией, с учетом величин участков подвода и отвода фрезы
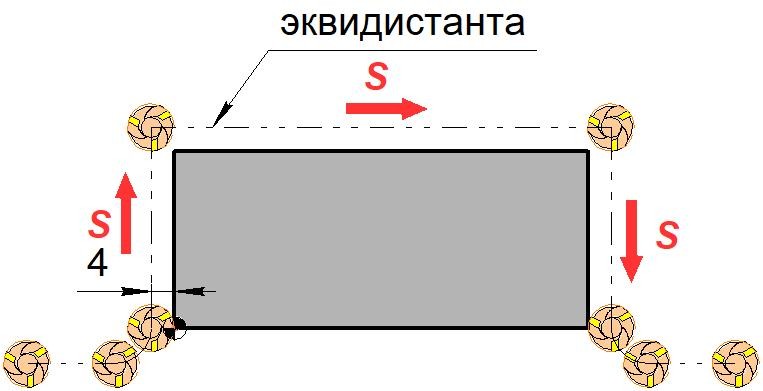
Рис. 4. Реальная траектория при обработке с коррекцией
Автоматическая коррекция радиуса инструмента активируется при помощи G-кода, который вызывает смещение инструмента относительно исходной траектории вправо или влево. Код G41 используется для коррекции инструмента слева (рис. 5), а код G42 – для коррекции справа (рис. 6). Направление смещения определяется, если смотреть на траекторию сверху вниз, то есть со стороны «+Z» в направлении «–Z». Отмена коррекции осуществляется при помощи G40.
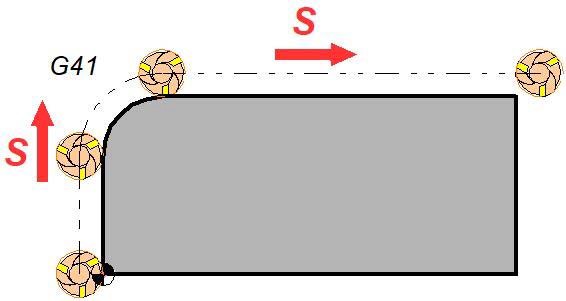
Рис. 5. Коррекция слева (G41) от контура
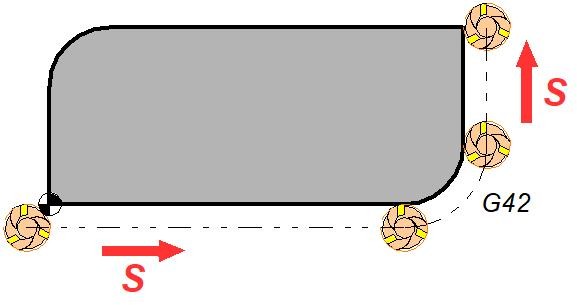
Рис. 6. Коррекция справа (G42) от контура
В кадре N114 активируется автоматическая коррекция радиуса инструмента. Код G41 включает коррекцию слева, a D-слово данных обозначает номер корректора, содержащего значение радиуса инструмента. В памяти любой современной СЧПУ существует область (таблица инструментов), в которой хранятся значения длин и радиусов инструментов. Если мы работаем фрезой № 2 диаметром 9 мм, то в соответствующем корректоре № 2 должно находиться значение 4,5 мм (табл. 2). Именно на эту величину и происходит смещение центра инструмента влево относительно запрограммированного контура.
Таблица 2. Область корректоров (таблица инструментов) системы ЧПУ
| № инструмента | Длина | Радиус | Другие параметры |
| 1 | 98,72 | 5,5 | — |
| 2 | 70,64 | 3 | — |
| 3 | 114,49 | 8 | — |
2. Коррекция на радиус инструмента в автоматическом режиме
Для чего на самом деле применяется функция автоматической коррекции радиуса инструмента? Для работы разными инструментами по одной программе? Не только. Главное назначение этой функции заключается в управлении размерами детали при фрезеровании. Предположим, вы обработали контур фрезой диаметром 9 мм по программе с коррекцией на радиус. Естественно, что в корректоре находится значение радиуса фрезы, равное 4,5 мм.
При измерении размеров детали вы обнаружили, что размер 25 мм (стороны прямоугольного контура, рис. 1) выполнен «в плюсе», например 25,02 мм. Может быть, диаметр фрезы оказался чуть меньшим (последствия износа или погрешность измерения), а может, ее немного отжимало при обработке. В любом случае, инструмента с идеальными размерами не существует. Однако чертеж требует, чтобы этот размер был выполнен «в номинале» или «в минусе», например, 25–0,02 мм. Что же делать? Нужно просто уменьшить значение радиуса в корректоре с 4,5 мм до 4,49 мм (табл. 3) и запустить программу на выполнение еще раз.
В этом случае система ЧПУ будет считать, что мы используем инструмент с меньшим радиусом, и сместит (приблизит) траекторию центра инструмента на 4,49 мм относительно исходного контура. Так как на самом деле используется фреза с радиусом 4,5 мм, то контур после обработки окажется меньше на 0,02 мм (при обработке уменьшится по 0,01 мм с каждой стороны), то есть мы получим требуемый размер 25 мм.
Таблица 3. Новое значение в корректоре для инструмента № 2
| № инструмента | Длина | Радиус | Другие параметры |
| 1 | 98,72 | 5,49 | — |
| 2 | 70,64 | 3 | — |
| 3 | 114,49 | 8 | — |
Если увеличить числовое значение в корректоре, например, до 5 мм, то фреза не дойдет 0,5 мм до обрабатываемого контура. Таким образом, «играя» значениями радиусов в корректорах, можно получать размеры детали в пределах допусков, указанных на чертеже, без пересчета программы. Еще одним преимуществом от использования функции автоматической коррекции радиуса инструмента является возможность работать непосредственно с чертежным контуром детали. То есть координаты практически всех опорных точек очевидны, их можно «взять» прямо с чертежа без каких-либо дополнительных расчетов. Это также в значительной мере позволяет упростить процесс написания управляющей программы (УП).
3. Обеспечение смещения относительно запрограммированного контура
Для того чтобы система ЧПУ успела выполнить смещение относительно запрограммированного контура, необходимо добавить к исходной траектории участок подвода. На этом участке происходит активация автоматической коррекции радиуса инструмента.
Большинству систем для активации коррекции требуется пройти расстояние, не меньшее величины радиуса инструмента. То есть, если диаметр инструмента равен 8 мм, то, прежде чем приступить к обработке контура с коррекцией, необходимо запрограммировать прямолинейное перемещение на расстояние не менее 4,0 мм. Кстати, прежде чем активировать коррекцию на радиус, не забудьте выполнить компенсацию длины инструмента. Посмотрите внимательно на кадр N114 в созданной ранее программе:
N114G41D2X-9. F200
В этом кадре находятся код G41, слово данных D2 и запрограммировано линейное перемещение в Х-9 (перемещение из позиции № 1 в позицию № 2). Код G41 включает коррекцию слева, D2 считывает значение радиуса инструмента из корректора № 2, а на участке прямолинейного перемещения происходит смещение инструмента влево относительно запрограммированного контура (см. рис. 7).
Таким образом, к позиции № 2 инструмент подходит уже по смещенной (эквидистантной) траектории. Далее обычно программируют участок плавного подхода инструмента к обрабатываемому контуру – по касательной (из позиции № 2 в позицию № 3, к первой точке контура).
Следует заметить, что если подход к контуру осуществляется по прямой линии, то угол подхода должен быть не менее 90°. Обязательным условием для активации коррекции является наличие именно прямолинейного перемещения на рабочей подаче. При попытке активировать коррекцию на радиус вместе с перемещением по дуге СЧПУ выдаст сообщение об ошибке.
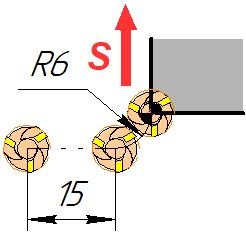
Рис. 7. Прямолинейный участок для активации коррекции и участок плавного подхода (по касательной) к контуру
Поэтому сначала активируют коррекцию вместе с прямолинейным перемещением, а затем по дуге (или по прямой) осуществляют подход к контуру. При работе с коррекцией на радиус есть ряд ограничений. Если запрограммированный радиус контура окажется меньше значения радиуса инструмента в корректоре, то СЧПУ может выдать сообщение об ошибке. Многие станки позволяют выполнять коррекцию на радиус только в плоскости X–Y.
В некоторых случаях ошибкой будет считаться линейное перемещение с шагом, меньшим чем значение радиуса инструмента в соответствующем корректоре. Ряд СЧПУ не позволяют, чтобы участок подхода к контуру был менее 90°. Будьте внимательны при работе с адресом D. Многие СЧПУ хранят информацию о радиусе и длине инструмента в разных корректорах. В таблицах 2 и 3 видно, что значения радиуса и длины каждого инструмента находятся в одной строке. Поэтому в УП мы указывали Н- и D-слова данных с одинаковыми числовыми значениями:
…
N108 G43 H2 Z100.
…
N114 G41 D2 X-9. F200
…
или
…
N108 G43 H1 Z100.
… N114 G41 D1 X-9. F200
…
Возможна ситуация, когда значения радиуса и длины инструмента находятся в разных корректорах (строках) таблицы инструментов (табл. 4).
Таблица 4. Область корректоров СЧПУ
| № корректора | Значение |
| 1 | 100.82 |
| 2 | 87.67 |
| 3 | 133.45 |
| … | … |
| 101 | 5 |
| 102 | 4.0 |
| 103 | 23.08 |
| … | … |
В этом случае числовые значения для D- и Н-слов данных будут разными:
…
N108 G43 H2 Z100. 125
…
N114 G41 D102 X-9. F200
…
После того как инструмент обошел контур полностью, необходимо плавно отвести инструмент и отменить коррекцию при помощи кода G40 или D00. Как и в случае начального подвода инструмента к контуру, отвод от контура выполняется с теми же принципами и условиями. Оптимальный вариант – сначала отход по касательной, затем кадр, содержащий линейное перемещение с кодом отмены коррекции:
…
N124 G3 X59. Y-9. R9. Отход от контура по касательной
N126 G1 G40 X68. Отмена коррекции на радиус
…
Функция автоматической коррекции позволяет работать по одной программе инструментами с различным диаметром. Однако, исходя из перечисленных ограничений, рекомендуется, чтобы расчетный и фактический диаметры инструмента отличались несильно. Например, вы рассчитывали работать фрезой диаметром 10 мм и соответствующим образом составили программу обработки. Вы смело можете изменить значение радиуса в корректоре с 5 мм до 4,5 мм и работать фрезой диаметром 9 мм. Но изменение значения радиуса в корректоре, например, на 30 мм может привести к сообщению об ошибке или зарезу контура.