1. Основные органы управления станком с ЧПУ
Большинство органов управления современного станка с ЧПУ сосредоточены на передней панели стойки ЧПУ. К органам управления относятся различные переключатели и клавиши, а также дисплей, позволяющий оператору «общаться» со станком. Как правило, системы ЧПУ имеют монохромный или цветной электронно-лучевой дисплей, хотя самые современные станки могут быть оснащены жидкокристаллическим дисплеем.
Любая стойка ЧПУ имеет клавиатуру: либо полноразмерную, аналогичную клавиатуре обычного персонального компьютера, либо ограниченную, которая позволяет вводить только основные символы и знаки программирования. Все клавиши, переключатели и рукоятки станка можно условно разделить на несколько функциональных групп:
- клавиши для ввода различных символов, букв и цифр. При помощи клавиатуры УЧПУ оператор станка может составить программу обработки прямо на экране, вводя G-коды, различные слова данных и специальные символы программирования (например, знак конца кадра). В случае ограниченной клавиатуры одна клавиша может отвечать за несколько символов (адресов);
- клавиши редактирования и курсора. Клавиши редактирования позволяют оператору станка изменять содержимое управляющей программы. Курсорные клавиши предназначены для навигации по программе;
- программные или экранные клавиши. Программные клавиши используются для выполнения различных функций в зависимости от программного обеспечения системы ЧПУ и текущего экранного режима. Обычно эти клавиши расположены прямо под дисплеем, а их текущие функции отображаются в нижней части дисплея;
- клавиши и переключатели режимов работы станка. Станок с ЧПУ имеет несколько режимов работы. Для перехода из одного режима в другой обычно используется специальный переключатель;
- кнопки прямого управления осевыми перемещениями. При помощи этих кнопок оператор может перемещать исполнительные органы станка в осевых направлениях на рабочей подаче или на ускоренной подаче;
- рукоятки управления скоростью подачи и вращения шпинделя. Многие станки имеют средства для прямого (без программирования G- и М-кодов) включения/выключения шпинделя и управления скоростью его вращения. Система ЧПУ предоставляет оператору станка возможность корректировки запрограммированной скорости подачи и частоты вращения шпинделя в определенных диапазонах;
- клавиши и переключатели для работы со специальными функциями станка. За включение и выключение освещения рабочей зоны станка, управление системой удаления стружки и другие вспомогательные действия отвечают клавиши и переключатели для работы со специальными функциями;
- клавиши цикла программирования. За пуск управляющей программы (УП) отвечает кнопка Старт цикла, а за ее останов – кнопки Останов подачи или Сброс. К этой же группе относятся клавиши для активации функций выборочной остановки М01, пропуска кадра /, покадрового выполнения программы, пробного прогона и блокировки осевых перемещений;
- другие органы управления. Часть органов управления может быть расположена не на самом пульте УЧПУ. Например, выключатель электропитания часто расположен на тыльной стороне корпуса станка, а клавиши управления инструментальным магазином – прямо рядом с окошком для загрузки инструментов. Большая красная кнопка Экстренный останов (см. рис. 1) находится на самом видном и доступном месте. Практически все станки с ЧПУ имеют маховики, которые дают возможность оператору перемещать исполнительные органы вручную. Как правило, этими маховиками оператор пользуется для выполнения точных операций, таких как поиск нулевой точки или измерение длины инструмента. Кроме различных органов управления, станок с ЧПУ имеет набор индикаторов. Эти индикаторы (светодиоды или лампочки) могут показывать, пришли или не пришли исполнительные органы станка в нулевую точку, включена ли подача СОЖ, и сигнализируют о возникшей аварийной ситуации.

Рис. 1. Кнопка для экстренной остановки станка
2. Виды режимов управления
Режим автоматического управления. Этот режим является основным для станка с ЧПУ. Именно в этом режиме производится обработка детали по программе. Для запуска управляющей программы (УП) на выполнение необходимо сначала выбрать активную программу и затем нажать кнопку Старт цикла.
В режиме автоматического управления оператор может влиять на запрограммированную скорость подачи и частоту вращения шпинделя. Рукоятка коррекции ускоренного хода позволяет изменять скорость холостых перемещений исполнительных органов станка обычно в диапазоне от 0 до 150%.
Режим редактирования. В этом режиме оператор станка может вводить новую или редактировать существующую программу обработки вручную, используя клавиатуру УЧПУ. Возможности по редактированию УП у разных стоек ЧПУ могут значительно отличаться. Простейшие системы позволяют вставлять, удалять и копировать слова данных. Самые современные СЧПУ имеют функции поиска и замены данных (аналогично текстовым редакторам на ПК), копирования, удаления и переноса определенного программного диапазона, способны редактировать УП в фоновом режиме.
Функция фонового редактирования данных позволяет оператору станка создавать или редактировать одну программу при одновременном выполнении другой программы. Для фонового редактирования систему управления необходимо переключить в автоматический режим. Обычно в режиме редактирования осуществляется ввод/вывод УП с персонального компьютера или другого внешнего устройства. Здесь же можно проверить размер свободной памяти СЧПУ и количество зарегистрированных программ.
Режим ручного ввода данных MDI. Режим ручного ввода данных MDI позволяет оператору ввести и выполнить один или несколько кадров, не записанных в памяти СЧПУ. Обычно этот режим используется для ввода отдельных G- и М-кодов, например, для смены инструмента или включения оборотов шпинделя. Введенные команды и слова данных после выполнения или сброса удаляются.
Толчковый режим. Толчковый (старт-стопный) режим обеспечивает ручное перемещение исполнительных органов станка при нажатии на соответствующие клавиши на панели УЧПУ.
Режим управления ручным генератором импульсов или маховиками (см. рис. 2). В этом режиме осуществляется перемещение исполнительных органов станка при помощи ручного генератора импульсов, который похож на пульт дистанционного управления или при помощи специальных маховиков на панели УЧПУ. Оператор станка может задавать шаг и направление перемещения при помощи специальных переключателей.

Рис. 2. Ручное управление станком
Оператор станка может задавать шаг и направление перемещения при помощи специальных переключателей.
Режим возврата в нулевую точку. Возврат исполнительных органов в нулевую точку является стандартной процедурой при включении станка. В этом случае происходит синхронизация станка и системы управления.
Режим прямого числового управления DNC. Режим DNC позволяет выполнять программу обработки прямо из компьютера или другого внешнего устройства, не записывая ее в память системы. Обычно в этом режиме выполняются УП большого размера, которые не могут поместиться в памяти СЧПУ.
Режим редактирования параметров. В этом режиме производят редактирование параметров системы ЧПУ. Пользовательские параметры отвечают за настройку текущей даты и времени, работу в различных режимах и т. д. Системные параметры влияют на функционирование станка в целом. Не рекомендуется самостоятельно изменять значения системных параметров. Иногда вход в область параметров заблокирован и для редактирования требуется ввести специальный код, установленный производителем станка.
Тестовые режимы.У любого станка с ЧПУ есть определенное количество тестовых функций. К ним, например, относятся пробный прогон и покадровая отработка УП. Некоторые системы ЧПУ позволяют осуществлять графическую проверку траектории.
3. Визуальный контроль за изменением положения
Во время выполнения обработки по программе или ручного перемещения исполнительных органов станка есть возможность наблюдать за их текущим положением в различных координатных системах:
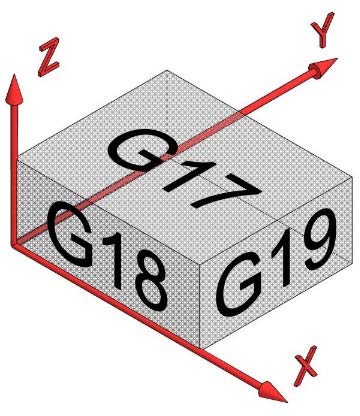
ABSOLUTE Абсолютное положение в рабочей системе координат (G54–G59)
MACHINE Текущее положение относительно нуля станка
DISTANCE TO GO Оставшееся расстояние перемещения в кадре
По координатам регистров ABSOLUTE и MACHINE можно судить о правильности перемещения по программе. Координаты регистра MACHINE обычно используются оператором станка для нахождения нуля детали и установления рабочей системы координат.
4. Формирование системы координат перед началом обработки
Существуют несколько методов «привязки» координатной системы к детали. При классическом методе оператор станка использует плоскопараллельные концевые меры, калибры или индикатор (центроискатель).
Метод контакта основан на касании режущим инструментом обрабатываемой детали (заготовки).
Автоматический метод подразумевает использование специального щупа и инфракрасных датчиков, которые устанавливаются в качестве опции на современные обрабатывающие центры.
Классический метод является универсальным и может использоваться на любом станке с ЧПУ, поэтому именно его мы рассмотрим наиболее подробно. Так как «привязка» осуществляется в ручном режиме, то ее точность невысока – порядка 0.02 мм. Метод достаточно прост и заключается в касании шпинделем или калибром плоскопараллельной концевой меры, прижатой к поверхности детали. После несложных вычислений текущие машинные координаты вручную заносятся в регистры рабочих смещений (G54–G59). Нахождение нулевой точки состоит из двух этапов: первый – по оси Z, второй – по осям X и Y.
4.1. Установление нулевой точки заготовки относительно оси Z
На рисунке 3 представлена установка рабочей системы координат по Z.
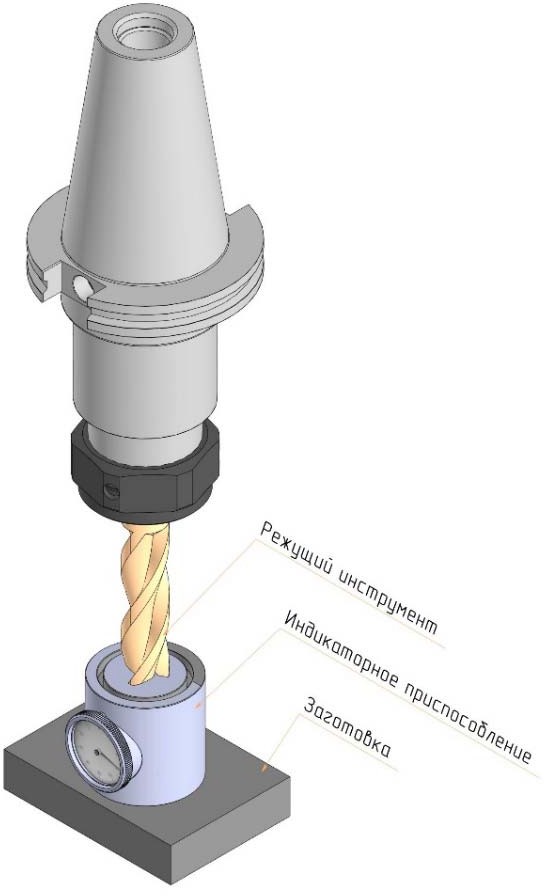
Рис. 3. Формирование действующей системы координат относительно оси Z
- Подготовить и держать поблизости плоскопараллельную концевую меру толщиной не более 25 мм.
- Подвести торец шпинделя в толчковом режиме к поверхности детали по оси Z на расстояние не более 50 мм.
- При помощи маховика или ручного генератора импульсов подвести торец шпинделя еще ближе к детали, так чтобы это расстояние стало меньше толщины плоскопараллельной концевой меры.
- Положить плоскопараллельную концевую меру на поверхность детали рядом со шпинделем.
- Постепенно перемещать шпиндель в положительном направлении по оси Z (вверх), непрерывно контролировать зазор между шпинделем и деталью.
- Как только плоскопараллельная концевая мера войдет между шпинделем и деталью, остановить движение шпинделя. Шпиндель установлен правильно, если при смещении плоскопараллельной концевой меры чувствуется небольшое сопротивление.
- Так как базовой позицией для шпинделя является точка пересечения его торца и оси вращения, то необходимо учесть толщину плоскопараллельной концевой меры.
- Ввести в регистр рабочего смещения по Z значение, рассчитанное в п. 7.
Пример:
Машинная координата по Z = –400.
Толщина плоскопараллельной концевой меры = 25 мм.
В регистр рабочего смещения по Z заносим = –400 – 25 = –425 мм.
4.2. Установление нулевой точки заготовки относительно осей X и Y
На рисунке 4 представлены результаты установки рабочей системы координат по Х и Y.
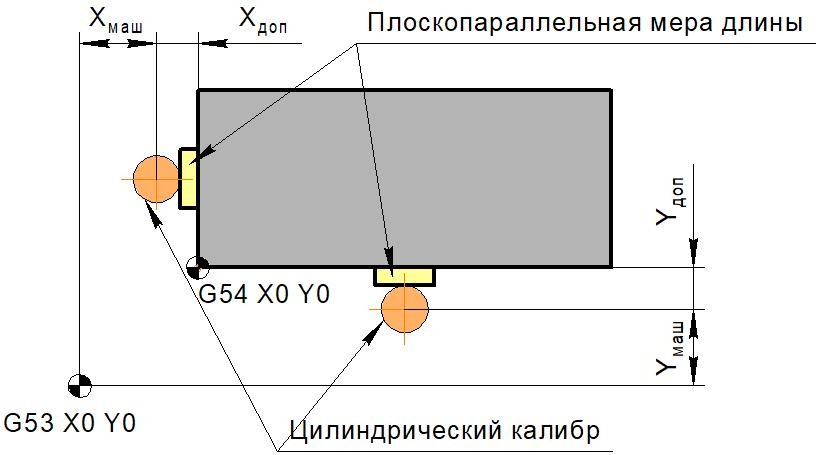
Рис. 4. Формирование действующей системы координат вдоль по осям X и Y
- Вставить в шпиндель цилиндрический калибр с известным диаметром, например, 20 мм.
- В толчковом режиме подвести калибр к поверхности детали по оси X на расстояние не более 25 мм.
- Приложить к поверхности детали по оси X плоскопараллельную концевую меру.
- При помощи маховика постепенно перемещать шпиндель с калибром к детали вдоль оси X до касания с плоскопараллельной концевой мерой. Шпиндель установлен правильно, если при смещении плоскопараллельной концевой меры чувствуется небольшое сопротивление.
- Отметить машинную позицию шпинделя, учитывая радиус цилиндрического калибра и толщину плоскопараллельной концевой меры, вычислить значение для ввода в регистр рабочего смещения по оси X.
- Ввести в регистр рабочего смещения по X значение, рассчитанное в п. 7.
- В толчковом режиме подвести калибр к поверхности детали по оси Y на расстояние не более 25 мм.
- Приложить к поверхности детали по оси Y плоскопараллельную концевую меру.
- При помощи маховика постепенно перемещать шпиндель с калибром к детали вдоль оси Y до касания с плоскопараллельной концевой мерой. Шпиндель установлен правильно, если при смещении плоскопараллельной концевой меры чувствуется небольшое сопротивление.
- Отметить машинную позицию шпинделя, учитывая радиус цилиндрического калибра и толщину плоскопараллельной концевой меры, вычислить значение для ввода в регистр рабочего смещения по оси Y.
- Ввести в регистр рабочего смещения по Y значение, рассчитанное в п. 10.
4.3. Установление нулевой точки для центра отверстия
На рисунке 5 представлена установка рабочей системы координат в центре отверстия.
- Установить в шпиндель стрелочный индикатор (центроискатель).
- В толчковом режиме подвести индикатор как можно ближе к центру отверстия над деталью.
- При помощи маховика осторожно вставить щуп индикатора в отверстие.
- Прислонить щуп к стенке отверстия.
- Используя вращательное движение, юстировать положение осей X и Y шпинделя до тех пор, пока показываемый индикатором дисбаланс не окажется в допустимых пределах.
- Записать машинные координаты по X и Y в соответствующие регистры рабочих смещений.

Рис. 5. Формирование действующей системы координат для центра отверстия
5. Корректировка по размерам инструмента и заготовки
Известно, что для того, чтобы режущий инструмент приходил в правильную позицию, необходимо выполнить компенсацию его длины, то есть произвести смещение базовой точки шпинделя на величину, записанную в регистре длины этого инструмента. В некоторых случаях нужно произвести коррекцию на радиус инструмента. Перед началом обработки оператор станка должен измерить длину и радиус каждого инструмента, использующегося в УП, и записать числовые значения в соответствующие регистры системы ЧПУ.
Существуют несколько методов для измерения длины и радиуса режущего инструмента: метод касания заготовки, измерение вне станка при помощи специального измерительного устройства и автоматическое измерение на станке. В настоящее время многие обрабатывающие центры оснащаются специальным датчиком касания. Обычно он расположен в углу рабочего стола и не мешает обработке.
Измерение геометрических характеристик инструмента производится автоматически по специальной программе, заложенной в СЧПУ. Требуемый инструмент устанавливается в шпиндель и по команде оператора автоматически подводится к датчику (см. рис. 6). Преимуществами автоматического измерения являются высокая точность и скорость.

Рис. 6. Датчик Heidenhain TT 160 для автоматического измерения геометрических параметров инструмента
Сначала инструмент подводится к датчику касания сверху. Так как система знает координаты датчика и базовой точки шпинделя, то в момент касания она производит вычисление абсолютной длины инструмента. Затем инструмент касается датчика сбоку, и система определяет его радиус. Перед началом цикла автоматического измерения оператор должен внести в регистры системы примерные значения длины и радиуса инструмента (можно замерить обычной линейкой) во избежание столкновения с датчиком. После измерения полученные данные сразу попадают в соответствующие регистры СЧПУ.
Аналогичные системы существуют и в бесконтактном варианте, при этом измерение инструмента осуществляется при помощи лазера. На некоторых предприятиях для измерения инструментов используют специальное электронно-механическое устройство (см. рис. 7). Инструмент устанавливают в гнездо, аналогичное конусу шпинделя станка, и подводят измерительный щуп к режущей кромке. На небольшом дисплее отображаются длина и радиус. Оператор станка должен самостоятельно занести полученные значения в соответствующие регистры системы.

Рис. 7. Для измерения геометрических параметров инструмента вне станка используется специальное устройство
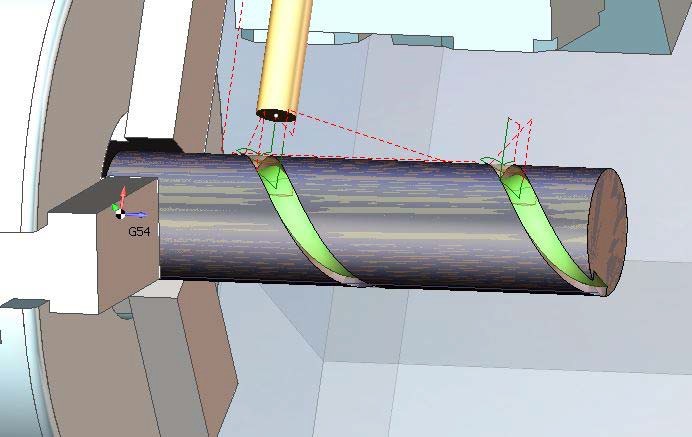
Для автоматического установления рабочей системы координат и измерения размеров деталей на станки с ЧПУ устанавливается специальная система, состоящая из измерительного щупа, который крепится в шпинделе аналогично инструменту и инфракрасным датчикам, «висящим» на корпусе внутри рабочей зоны. Оператор станка может подвести щуп к детали, по определенной команде он коснется поверхности и определит ее координаты (см. рис. 8).
Можно, например, автоматически измерить диаметр обработанного отверстия и найти его центр. Инфракрасные датчики работают как приемник – они получают сигнал от щупа в момент его касания с поверхностью детали и передают его в систему управления.
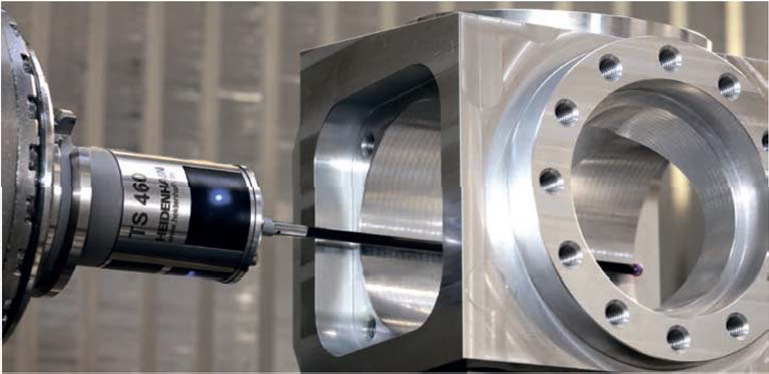
Рис. 8. Использование измерительного щупа