Содержание страницы
1. Классификация и параметры резьбы

Резьбы классифицируются по следующим признакам:
- по профилю винтовой поверхности: треугольные, трапецеидальные, упорные;
- по форме поверхности, на которой выполнена резьба: цилиндрические и конические, наружные и внутренние;
- по направлению винтового движения резьбового контура: правые и левые;
- по числу заходов: одно- и многозаходные;
- по эксплуатационному назначению: общего применения и специальные.
К резьбам общего применения относятся:
- а) крепежные (метрическая, дюймовая). Главное требование к ним — обеспечить прочность соединения и сохранить плотность стыка в процессе длительной эксплуатации;
- б) кинематические (трапецеидальные и прямоугольные) для ходовых винтов. Главное требование к ним — обеспечить точное перемещение при наименьшем трении;
- в) трубные и арматурные. Главное требование к ним, обеспечить герметичность соединений.
Упорная резьба применяется для преобразования вращательного движения в поступательное силовое (домкраты, прессы). Главное требование к ней — обеспечить высокую нагрузочную способность.
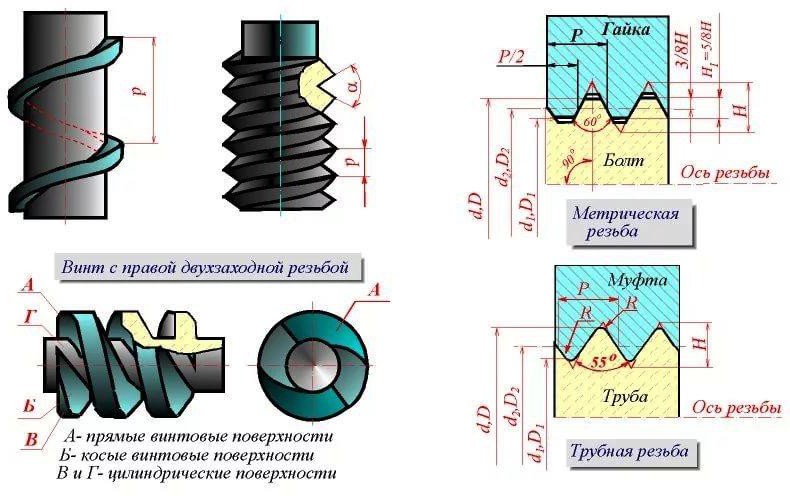
Параметры резьбы. В общем машиностроении наиболее широко применяется метрическая резьба. ГОСТ 24705-81 устанавливает номинальный профиль метрической резьбы и размеры элементов профиля.
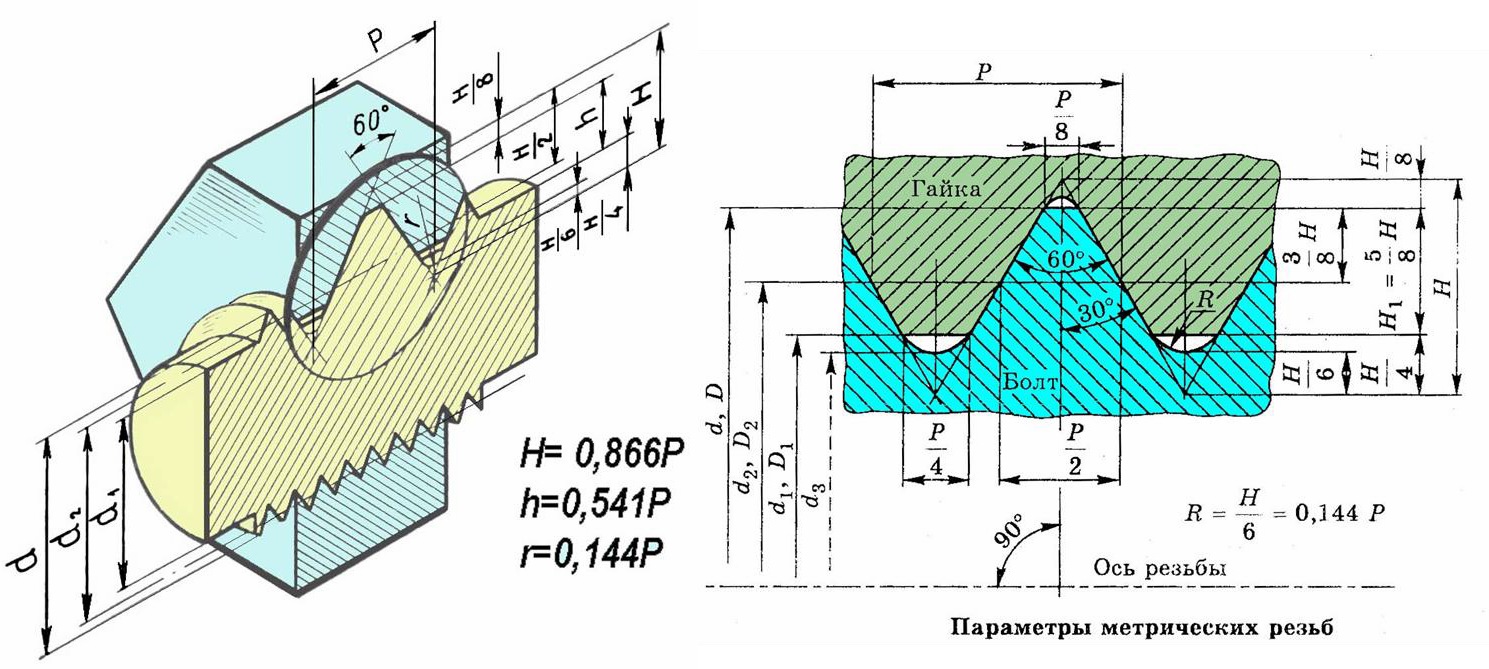
d — наружный диаметр наружней резьбы(болта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта; D1 — внутренний диаметр гайки; d3 — внутренний диаметр болта по дну впадины; Р — шаг профиля; Н — высота исходного треугольника; α = 60° — угол профиля резьбы; R — номинальный радиус закругления впадины болта;
Средний диаметр резьбы (d2, D2)– диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы.
Наружный диаметр резьбы (d, D)– диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
Внутренний диаметр резьбы (d1, D1)– диаметр воображаемого цилиндра, вписанного касательно к впадинам наружной резьбы или вершинам внутренней резьбы.
Шаг резьбы (Р) – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол профиля резьбы ( α) – угол между боковыми сторонами профиля.
Высота исходного профиля (Н) – высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения.
Рабочая высота профиля – высота соприкосновения сторон профиля наружной и внутренней резьб в направлении, перпендикулярном оси резьбы.
Длина свинчивания (L)– длина соприкосновения винтовых поверхностей наружных и внутренних резьб в осевом сечении.
ГОСТ 8724-81 устанавливает диаметры резьбы от 0,25 до 600 мм и шаги от 0,075 до 6 мм. Установлено 3 ряда диаметров метрической резьбы. При выборе диаметра резьбы следует первый ряд предпочитать второму, второй – третьему.
2. Погрешности резьбы
Основными погрешностями резьбы являются набег шага и искажение угла профиля.
Погрешностью (отклонением) шага DP называется разность между действительным и номинальным размерами шага.
Погрешность шага состоит из местных и прогрессивных погрешностей шага.
Местные погрешности не зависят от длины свинчивания.
Прогрессивные погрешности в шаге нарезаемой резьбы возникают пропорционально числу витков на длине свинчивания.
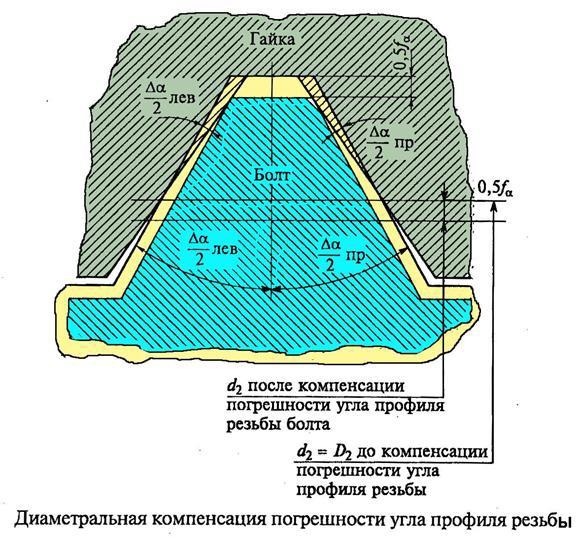
Погрешностью (отклонением) половины угла профиля резьбы Da/2 болта или гайки называется разность между действительным и номинальным значениями Da/2.
Влияние отклонений диаметров, шагов, угла наклона боковой стороны профиля на прочность резьбы и свинчиваемость.
В случае отклонений диаметров болт и гайка могут не свинчиваться. Ухудшает свинчиваемость отклонение шага в любую сторону.
Циклическая прочность зависит от равномерности распределения усилий между витками. Наличие зазоров по d2, d1 и d устраняет заклинивание витков, уменьшает трение между ними и увеличивает податливость резьбы, компенсируя погрешности изготовления и равномерно распределяет нагрузку между витками.
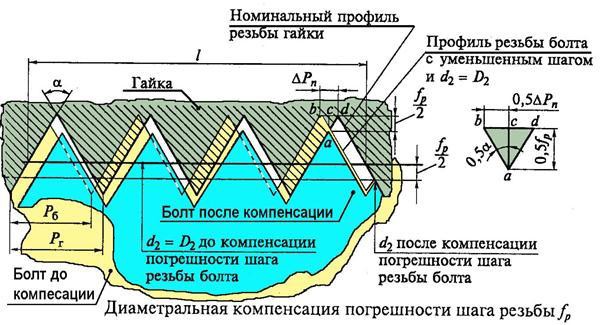
При прогрессивной ошибке и отклонении половины угла профиля статическая прочность резьбы снижается. Отклонения шага снижают циклическую прочность резьбового соединения, а отклонения половины угла профиля – повышают.
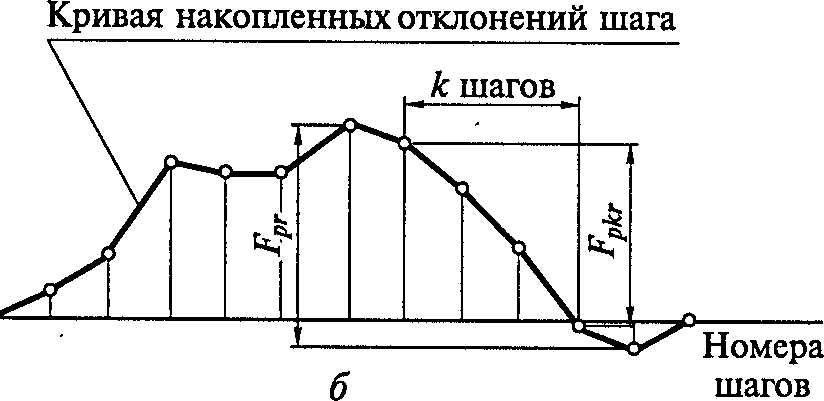
Является результатом того, что ошибка в шаге редко бывает местной. Обычно она является прогрессивной, возрастающей пропорционально числу полных шагов на длине свинчивания (ΔPn).
Происходит накопленная погрешность шага:
- из-за копирования ошибок шага метчика или плашки;
- из-за погрешностей кинематики станка при нарезании резьбы резцом с помощью коробки подач станка;
- из-за износа ходового винта и его температурных и силовых деформаций;
- неоднородности материала заготовки и других причин.
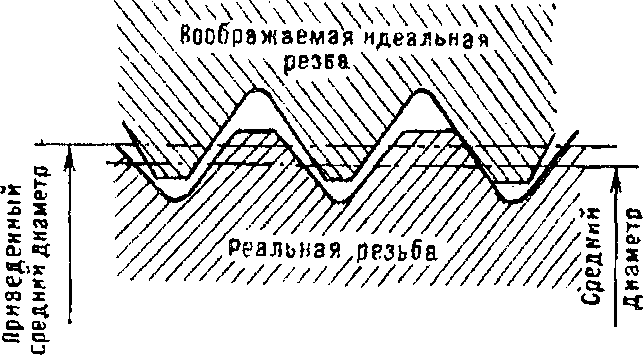
При изготовлении резьбовых деталей неизбежны погрешности профиля резьбы и ее, размеров, которые могут нарушить свинчиваемость и ухудшить качество соединений. Для обеспечения свинчиваемости и качества соединений, действительные контуры свинчиваемых деталей не должны выходить за предельные контуры на всей длине свинчивания.
Приведенным средним диаметром резьбы называется средний диаметр воображаемой идеальной резьбы, которая имеет те же шаг и угол наклона боковых сторон, что и основной или номинальный профиль резьбы, и длину, равную заданной длине свинчивания, которая плотно (без взаимного смещения или натяга) соприкасается с реальной резьбой по боковым сторонам резьбы.
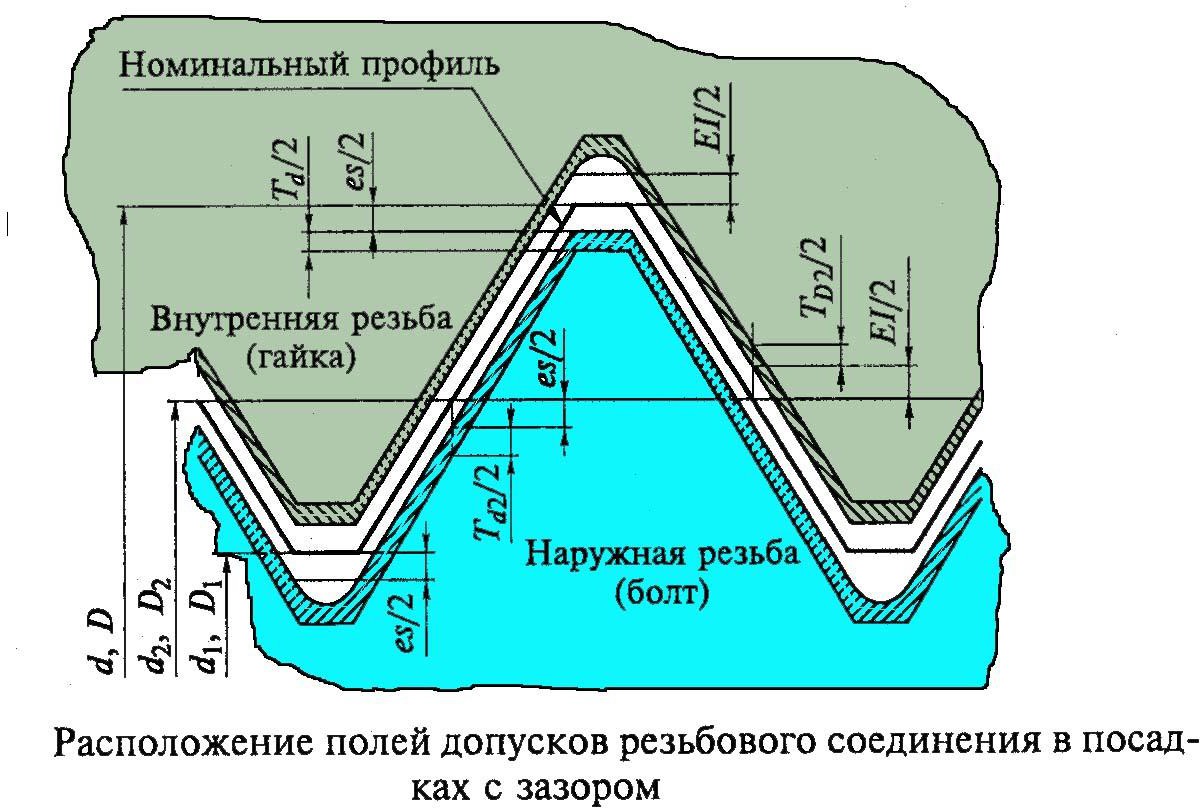
3. Посадки резьб (с зазором, с натягом, переходные)
Посадка с зазором
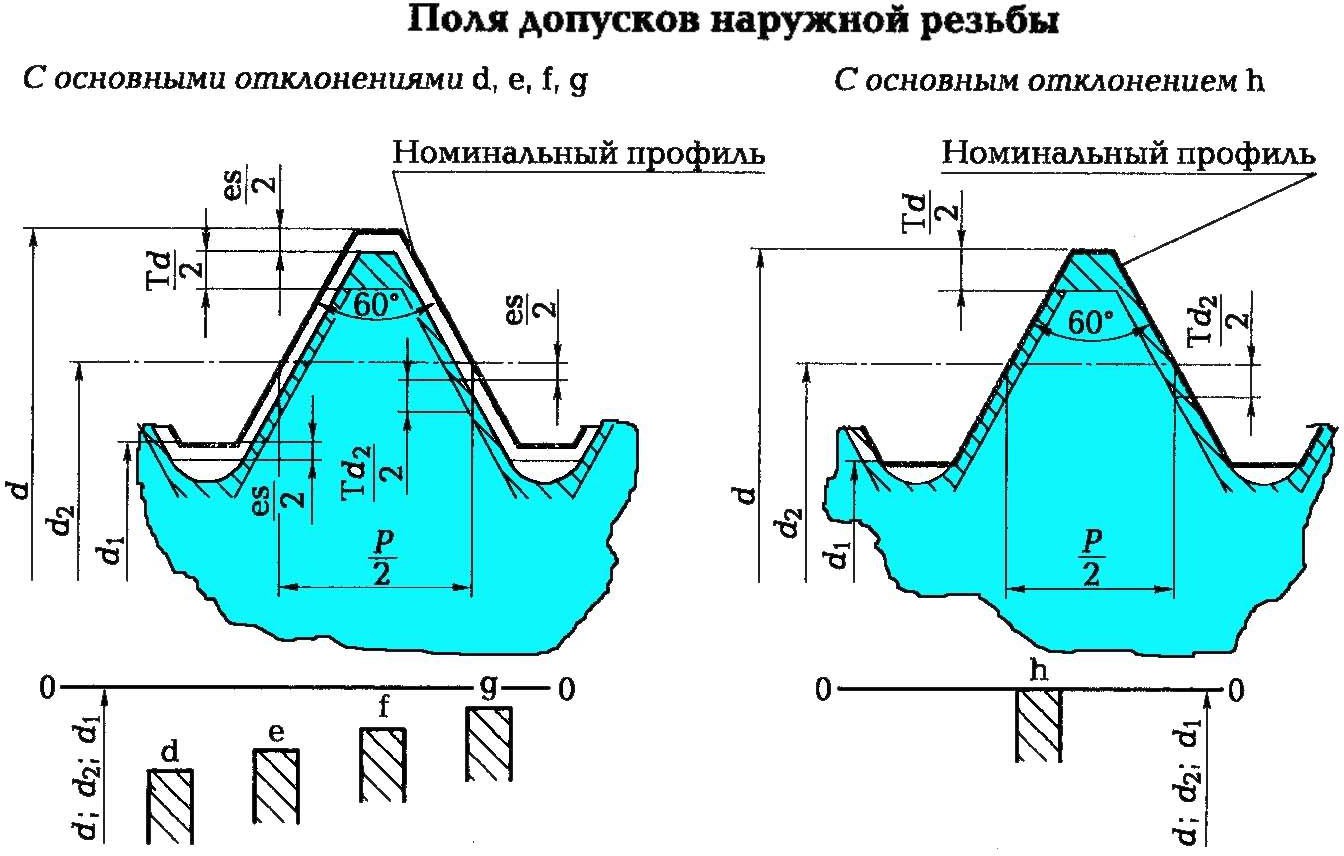
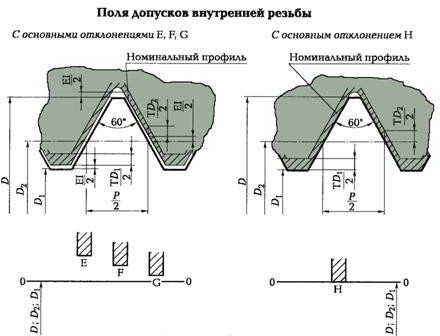
Предусмотрено пять основных отклонений для наружной резьбы (d, е, f, g, h) и четыре основных отклонения для внутренней резьбы (Е, F, G, Н)
Обозначение поля допуска диаметра резьбы состоит из:
- числа, обозначающего степень точности
- строчной или прописной латинской литеры, обозначающей основное отклонение резьбового вала или отверстия. Например 4h, 7Н.
У резьб обозначение поля допуска начинается с числа (степень точности), после которого записывают основное отклонение.
Обозначение поля допуска резьбы состоит из:
- обозначения поля допуска среднего диаметра (на первом месте)
- обозначения поля допуска диаметра выступов, d — для болта, D1 — для гайки (на втором месте) Например: 7g6g, 5Н6Н.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то в обозначении оно не повторяется: Например 6g6g, 6Н 6Н записывают 6g, 6Н.
Обозначение поля допуска резьбы должно следовать за обозначением резьбы: — метрическая с крупным шагом — М 12-6g;
- метрическая с мелким шагом — М12 х 1-6Н;
- метрическая с мелким шагом левая — M12 x 1-LH-6H.
Длина свинчивания группы N в условном обозначении резьбы не указывается. Длина свинчивания в обозначении резьбы указывается в миллиметрах в следующих случаях: если она относится к группе L .
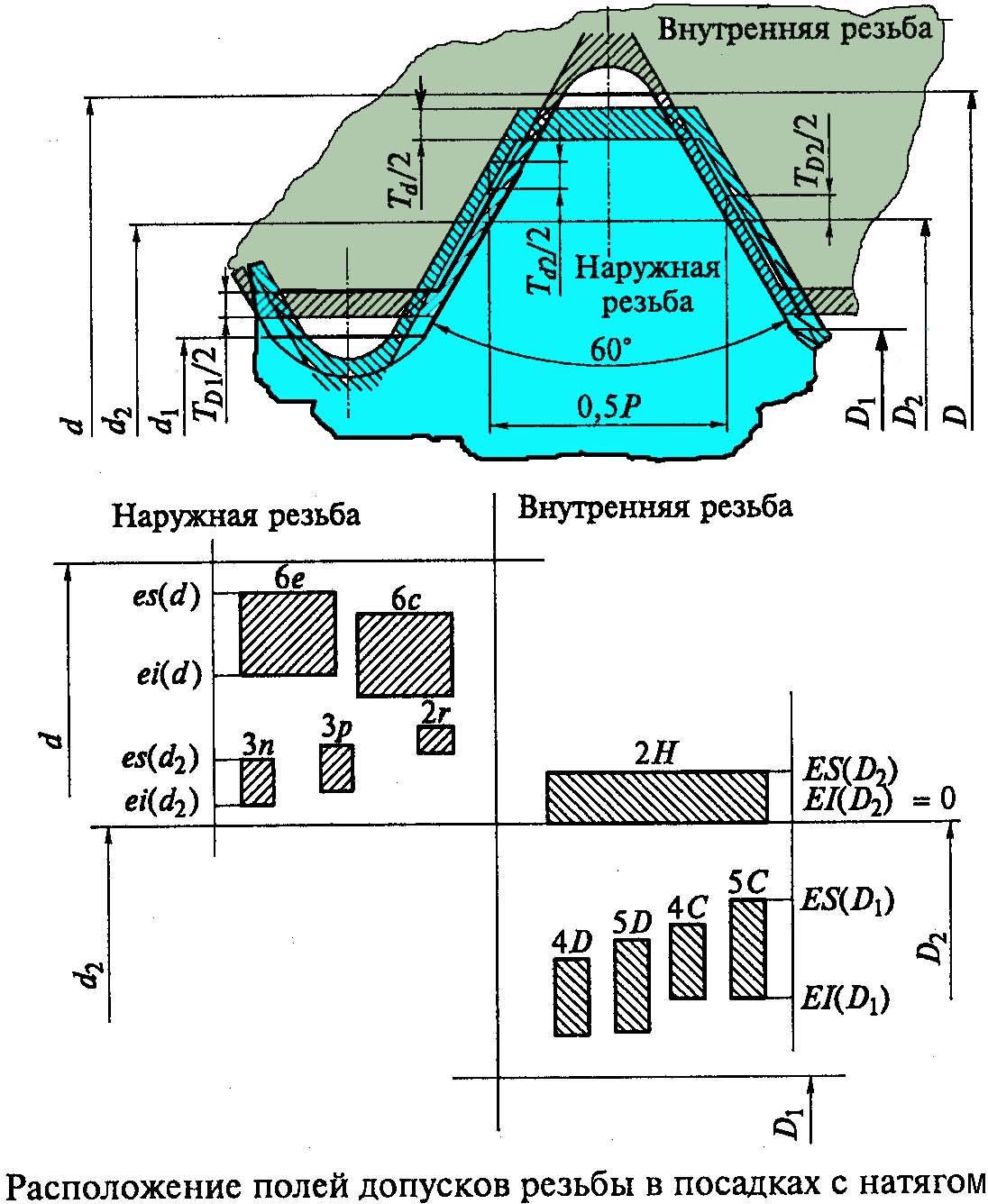
Посадка с натягом
Поля допусков для этих резьб распространяется на метрические резьбы с диаметрами от 5 до 45 мм и шагами от 0,8 до 3 мм.
Стандарт устанавливает посадки, предназначенные для стальных деталей с наружными резьбами (обычно шпилек), сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов.
Резьбы с натягом находят применение в машинах и механизмах для неразъемных крепежных соединений, работающих в условиях вибраций и переменного температурного режима.
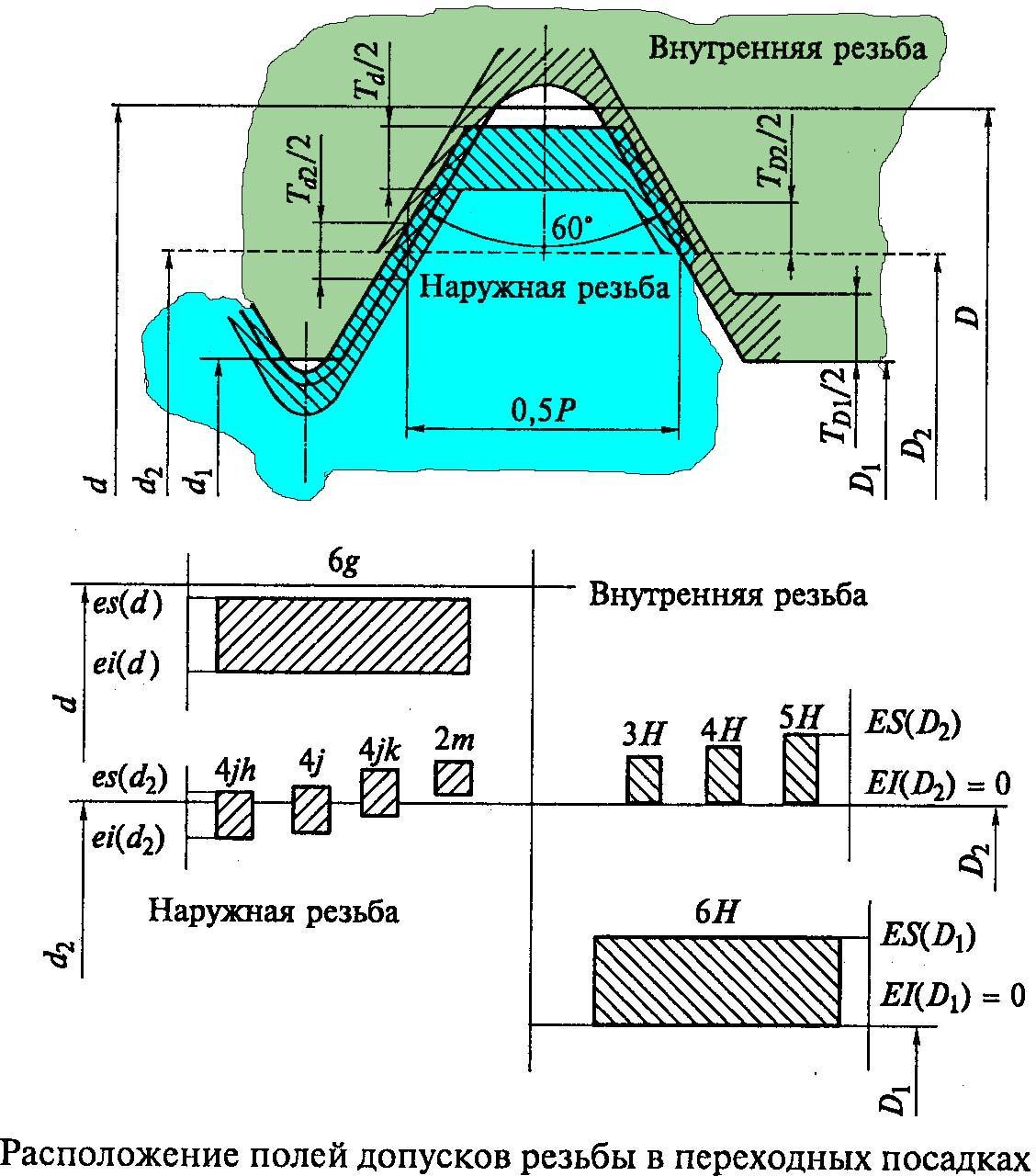
4. Переходные посадки
Посадки, предназначенные для стальных деталей наружными резьбами, сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов.
Длина свинчивания аналогично длинам для посадок с натягом. Переходные посадки обеспечивают точное центрирование, например M12-4Н6(2)/ 4jk), возможна сборка-разборка.
Контроль точности резьбовых деталей
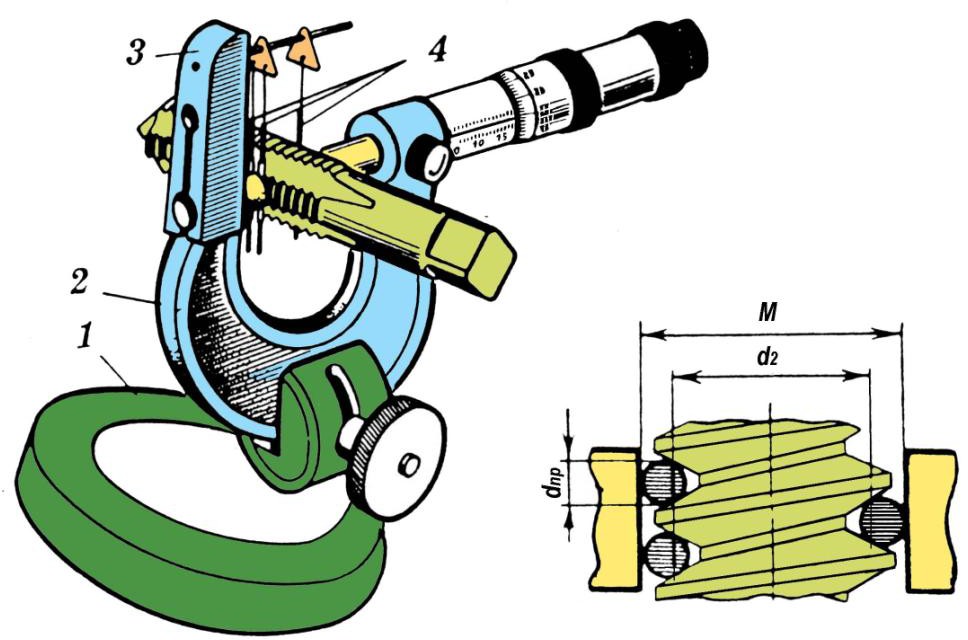
Измерение среднего диаметра резьбы методом трех проволочек