Содержание страницы
- 1. Однорадиусная калибровка валков
- 2. Двухрадиусная калибровка валков (с подгибкой кромок)
- 3. Калибровка валков с плоским центральным участком (дном)
- 4. Двухрадиусная калибровка валков с изгибом центрального участка
- 5. Овальная калибровка валков (по кривым второго порядка)
- 6. Технологичность калибровки
- 7. Причины образования гофров на кромках полосы
- Совершенствование способов формовки
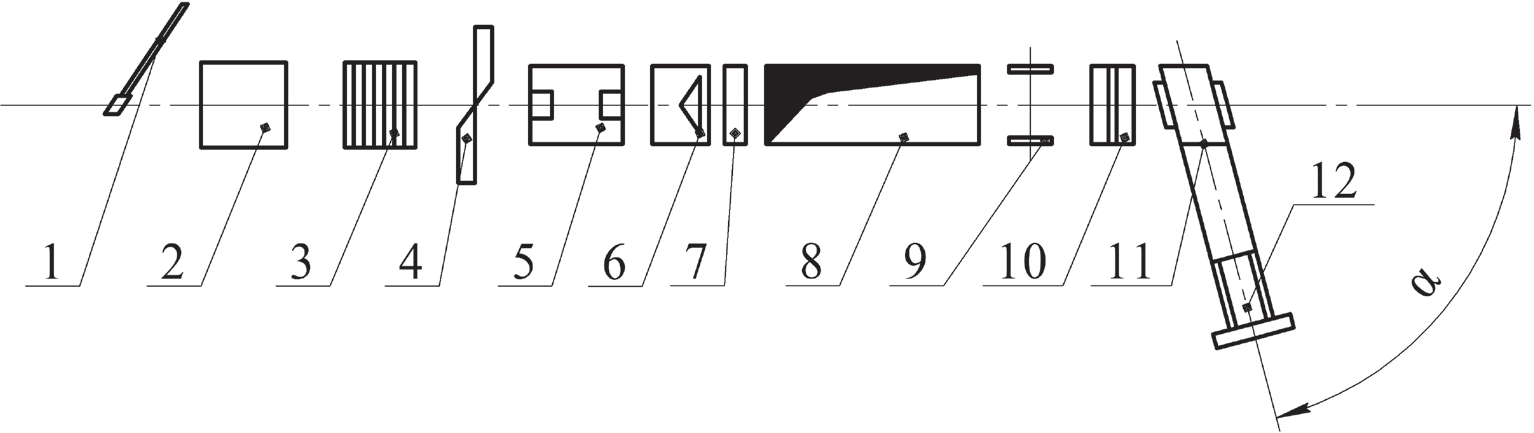
Cхема деформации (формовки) полосы в непрерывном формовочном стане представлена на рис. 1.
Рис. 1. Схема деформации полосы в непрерывном формовочном стане
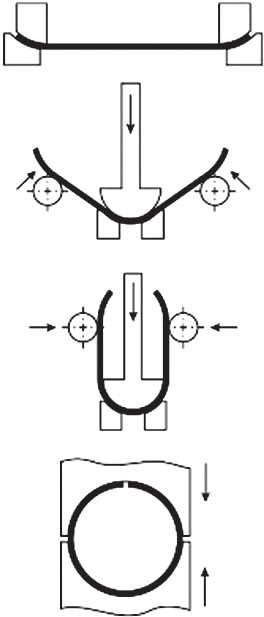
Схемы формовки трубной заготовки приведены на рис. 2.
Все разнообразие существующих калибровок валков можно представить пятью основными типами:
- однорадиусная;
- двухрадиусная с подгибкой кромок;
- двухрадиусная с плоским центральным участком;
- двухрадиусная с изгибом центрального участка;
- овальная по кривым второго порядка.
При выборе типа калибровки руководствуются следующими критериями:
- для толстостенных труб необходимо обеспечить хорошую проформовку кромок заготовки для получения качественного шва;
- для тонкостенных труб необходимо обеспечить отсутствие гофрообразования на кромках заготовки, что исключит непровар шва.
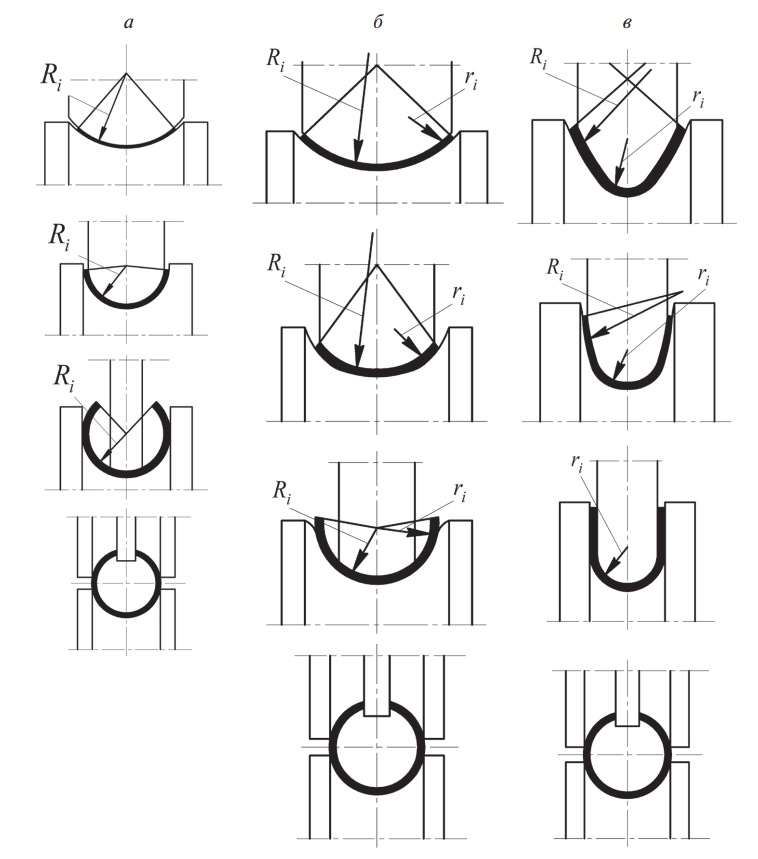
Рис. 2. Схемы формовки трубной заготовки на валковых формовочных станах: а — однорадиусные калибры; б, в — двухрадиусные калибры
Рассмотрим подробнее основные типы калибровок.
1. Однорадиусная калибровка валков
Применяется для труб диаметром D = 4 …600 мм и толщиной стенки S = 0,2…20 мм.
Принцип калибровки: профиль калибра строится одним постепенно уменьшающимся от клети к клети радиусом (рис. 3). «Цветок» формовки — профиль нейтрального слоя полосы на разных стадиях процесса формовки.
Для однорадиусной калибровки валков «цветок» формовки показан на рис. 3.
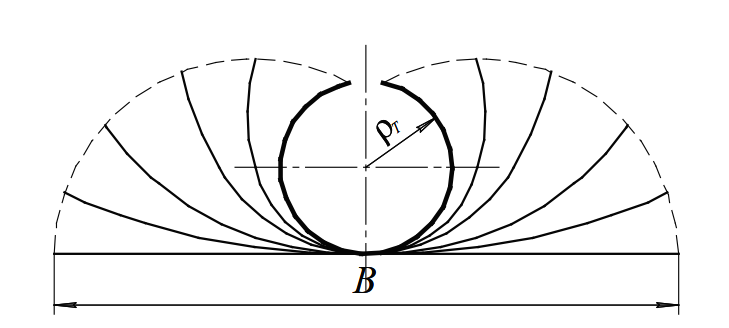
Рис. 3. «Цветок» формовки для однорадиусной калибровки
Профиль калибра в i-ой клети (рис. 4) определяется параметрами ρi, φi, которые связаны следующим соотношением:
ρi φi = B,
где ρi — радиус гиба (формовки) нейтрального слоя полосы; φi — угол формовки, рад.; B — ширина полосы.
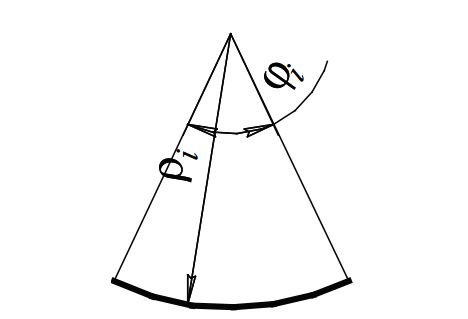
Рис. 4. Профиль калибра i-ой клети
-
- Однорадиусная калибровка валков
Изменение кривизны полосы по мере формовки показано на рис. 5.
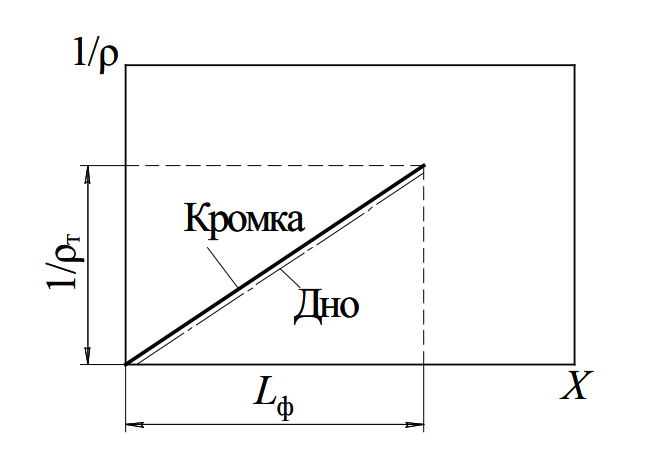
Рис. 5. Изменение кривизны полосы
Преимущества калибровки:
- простота изготовления калибров;
- возможность использования одного комплекта валков в начале (при φ< 180 о) формовочного стана для формовки труб разных, но близких диаметров.
Недостатки калибровки:
- сравнительно большие габариты валка по сравнению с другими калибровками, поэтому такая калибровка применяется для малых диаметров труб;
- возможно неконтролируемое поперечное смещение полосы в калибре, т. к. постоянный радиус калибра не препятствует ее смещению, поперечному смещению полосы препятствуют только силы трения;
- большая нагрузка на разрезную шайбу в шовонаправляющей клети;
- непараллельность схождения кромок полосы, что ведет к образованию дефекта «крыша» (рис. 6).
Образование этого дефекта недопустимо при сварке труб токами высокой частоты, при которой нет доформовки — поджатия дисковыми электродами. При неравномерном схождении кромок, в силу эффекта близости, нагреваются прежде всего внутренние углы кромок. Это увеличивает высоту внутреннего грата, ухудшает качество шва.
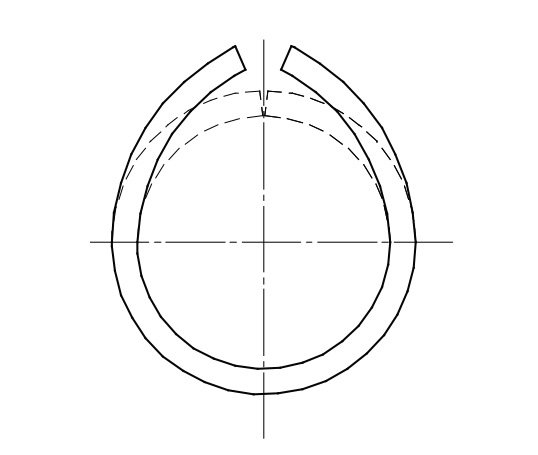
Рис. 6. Непараллельность схождения кромок полосы — дефект «крыша»
2. Двухрадиусная калибровка валков (с подгибкой кромок)
Применяется для труб диаметром D = 4 …600 мм и толщиной стенки S = 0,2 …20 мм. Наиболее распространена для труб малых и средних (до 168 мм) размеров.
Принцип калибровки: дно и кромки формуются, начиная с первой клети. Радиус подгиба кромок постоянный, равный радиусу трубы. Радиус дна переменный, уменьшается от клети к клети и становится равным радиусу трубы.
Для двухрадиусной калибровки валков «цветок» формовки показан на рис. 7.
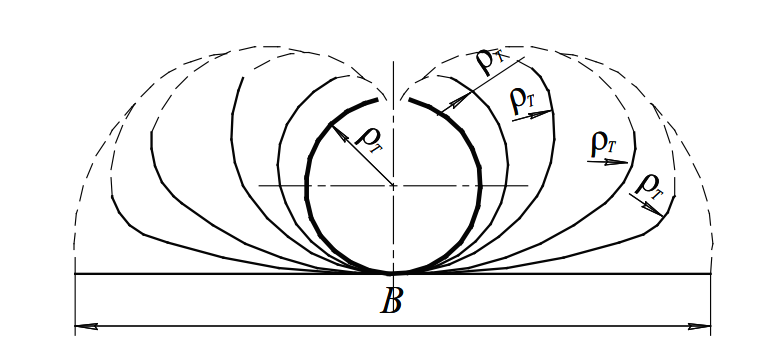
Рис. 7. «Цветок» формовки для двухрадиусной калибровки
Профиль калибра в i-ой клети (рис. 8) определяется параметрами ρi, φi, ρТ, αi, которые связаны следующим соотношением: ρiφi + 2ρТαi = B.
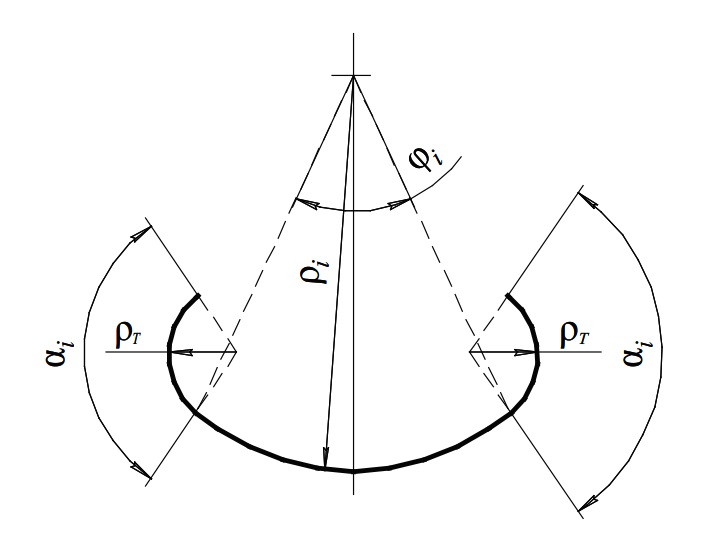
Рис. 8. Профиль калибра в i-ой клети для двухрадиусной калибровки
Изменение кривизны полосы по мере формовки показано на рис. 9.
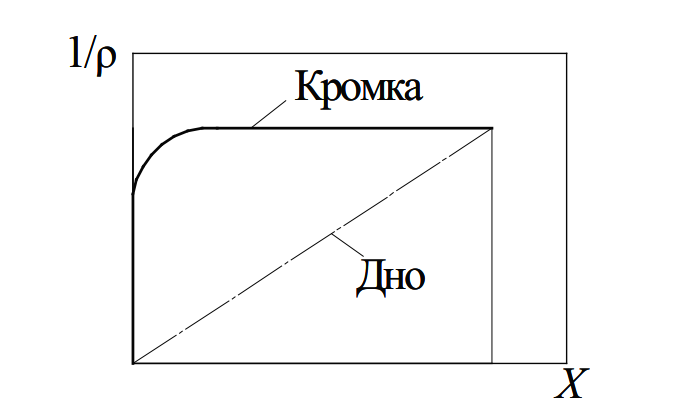
Рис. 9. Изменение кривизны полосы
Преимущества калибровки:
- хорошая проформовка кромок, исключено образование дефекта «крыша»;
- исключено поперечное смещение полосы в калибре.
Недостатки:
- сложность изготовления калибров;
- необходимость иметь полный комплект валков для каждого размера трубы.
3. Калибровка валков с плоским центральным участком (дном)
Принцип калибровки: при формовке полосы дно остается плоским, а периферийные участки изгибаются радиусом, равным радиусу трубы. От клети к клети угол периферийных участков увеличивается.
Для этой калибровки валков «цветок» формовки показан на рис. 10. Профиль калибра в i-ой клети определяется параметрами Bi, ρТ, αi, которые связаны следующим соотношением: Bi + 2ρТαi = B .
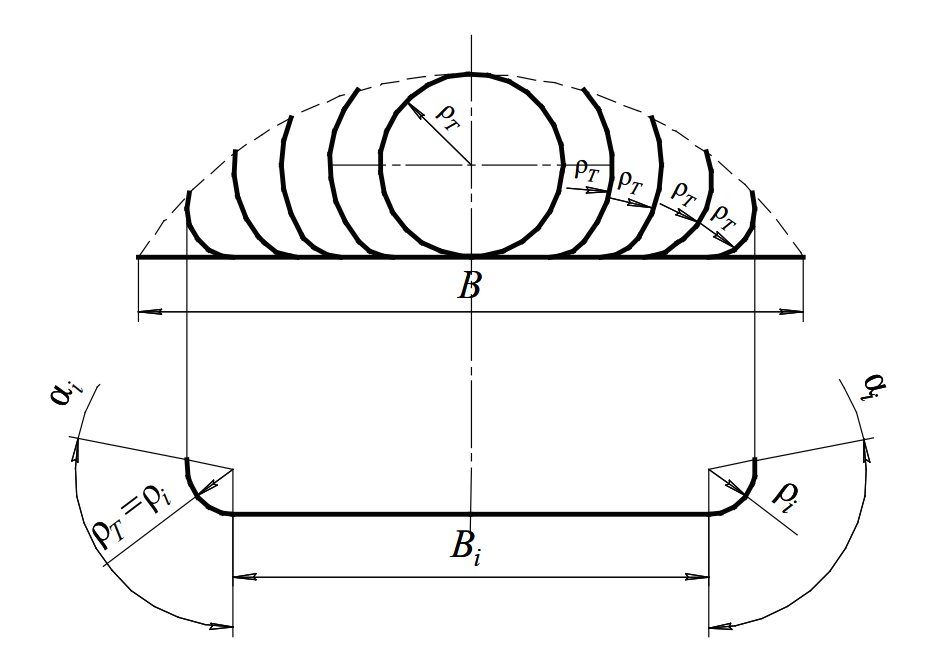
Рис. 10. «Цветок» формовки и профиль i-ой клети для калибровки валков с плоским центральным участком
Изменение кривизны полосы по мере формовки показано на рис. 11.
Преимущество калибровки: небольшие габариты валков, т. к. нет подъема кромок полосы выше точки их схождения (сравните «цветки» формовки).
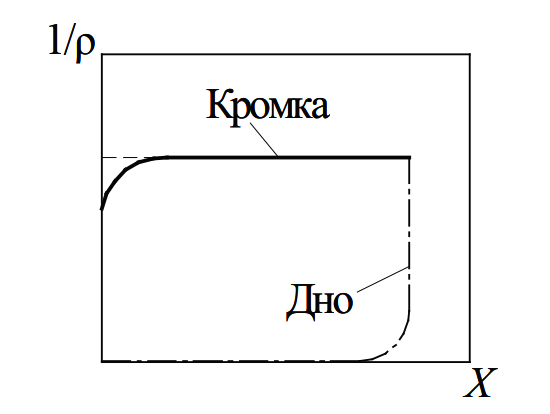
Рис. 11. Изменение кривизны полосы
Недостатки калибровки:
- сложность изготовления калибров;
- необходимость иметь полный комплект валков для каждого размера трубы.
4. Двухрадиусная калибровка валков с изгибом центрального участка
Принцип калибровки: дно формуется радиусом, равным радиусу готовой трубы, а периферийные — большим радиусом, который постепенно уменьшают от клети к клети. При этом φi ширина центрального участка постепенно растет, а угол αi периферийных участков — уменьшается. Для этой калибровки валков «цветок» формовки показан на рис. 12.
Профиль калибра в i-ой клети определяется параметрами ρi, φi, ρТ, αi, которые связаны следующим соотношением: ρТφi + 2ρiαi = B .
Изменение кривизны полосы по мере формовки показано на рис. 13.
Преимущество калибровки: эта схема формовки требует меньшего количества клетей, поэтому используется для производства в основном труб большого диаметра.
Недостаток калибровки: плохая проформовка кромок.
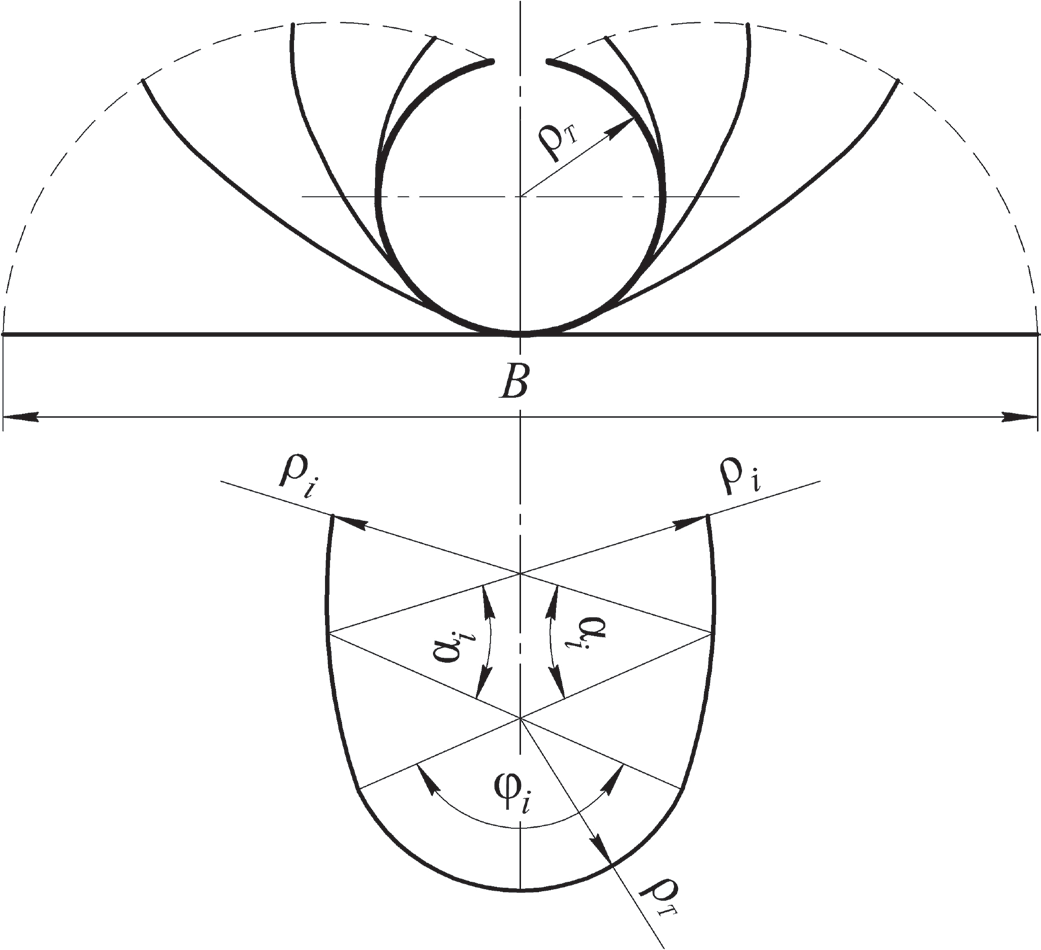
Рис. 12. «Цветок» формовки и профиль i-го калибра для двухрадиусной калибровки с изгибом центрального участка
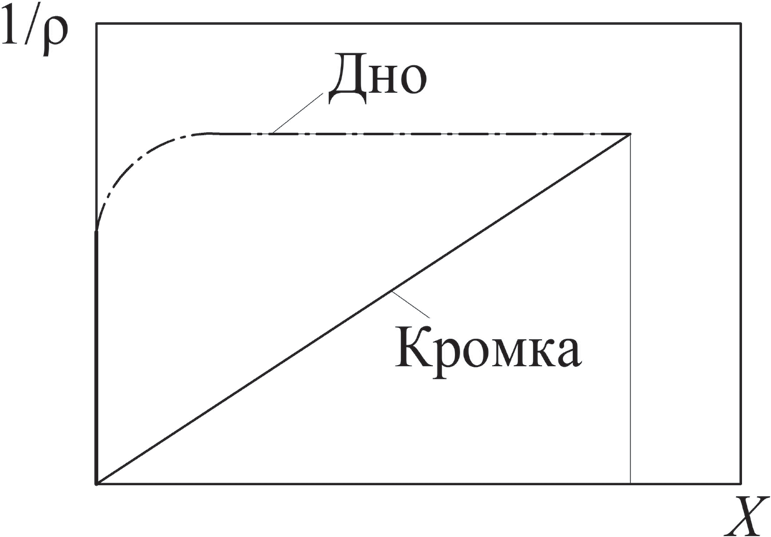
Рис. 13. Изменение кривизны полосы
5. Овальная калибровка валков (по кривым второго порядка)
Принцип калибровки: профиль калибра выполнен по кривым второго порядка с монотонно изменяющейся кривизной — в открытых калибрах профиль имеет форму гиперболы или параболы, в закрытых — форму эллипса.
Схема овальной калибровки показана на рис. 14.
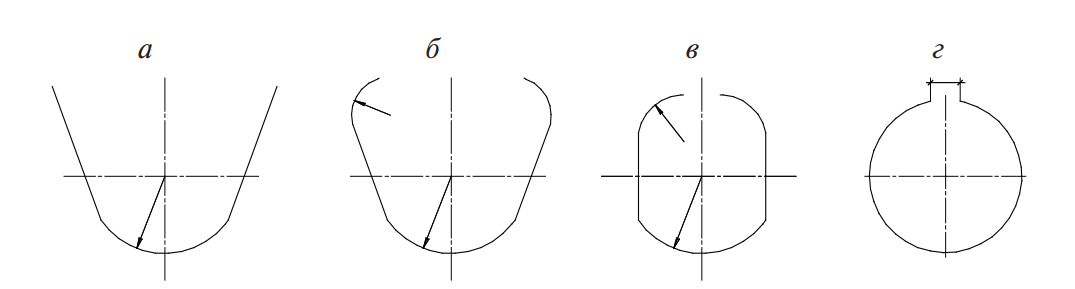
Рис. 14. Схема овальной калибровки: а, б — открытые калибры; в, г — закрытые калибры
Преимущества калибровки:
- эффективна для особо тонкостенных труб, т. к. исключает образование гофров на кромках полосы;
- при этой схеме формовки достаточно четырех клетей. Недостаток калибровки: сложность изготовления калибров.
6. Технологичность калибровки
Технологичность калибровки характеризуется простотой настройки стана и устойчивостью процесса формовки полосы в трубу. Под устойчивостью процесса понимают отсутствие поперечных смещений полосы в калибре под действием возмущающих факторов: непараллельность осей валков, разнотолщинность и/или серповидность полосы. Из-за смещения нагрузки (рис. 15) происходит несимметричный изгиб полосы в калибре: φ1 > φ2. Когда φ1 достигнет значения угла трения, произойдет сдвиг полосы.
С точки зрения технологичности рассмотренные выше пять типов калибровок можно характеризовать следующим образом. В калибровке 1-го типа сдвиг полосы в калибре сдерживается только силами трения; в калибровках 2–5-го типов для сдвига полосы дополнительно требуется ее деформация. Калибровки 2-го и 3-го типов имеют постоянный радиус подгиба кромок. Если же полоса серповидная, то происходит неодинаковый изгиб слева и справа. В калибровке 5-го типа радиус подгиба кромок изменяется от клети к клети, что исключает смещение полосы.
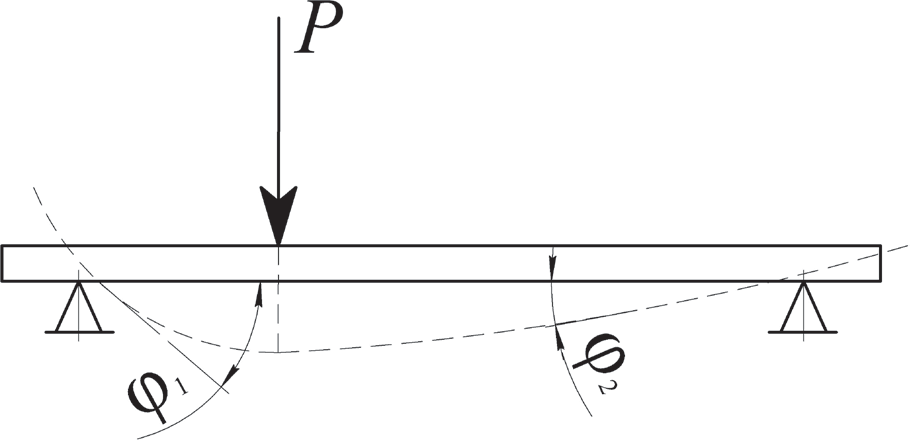
Рис. 15. Схема изгиба полосы
Есть и другие критерии при выборе типа калибровки. Один из самых важных — отсутствие гофров на кромках полосы при ее формовке.
7. Причины образования гофров на кромках полосы
При движении полосы через формовочный стан точка а перейдет в положение А по прямой аА (рис. 16).
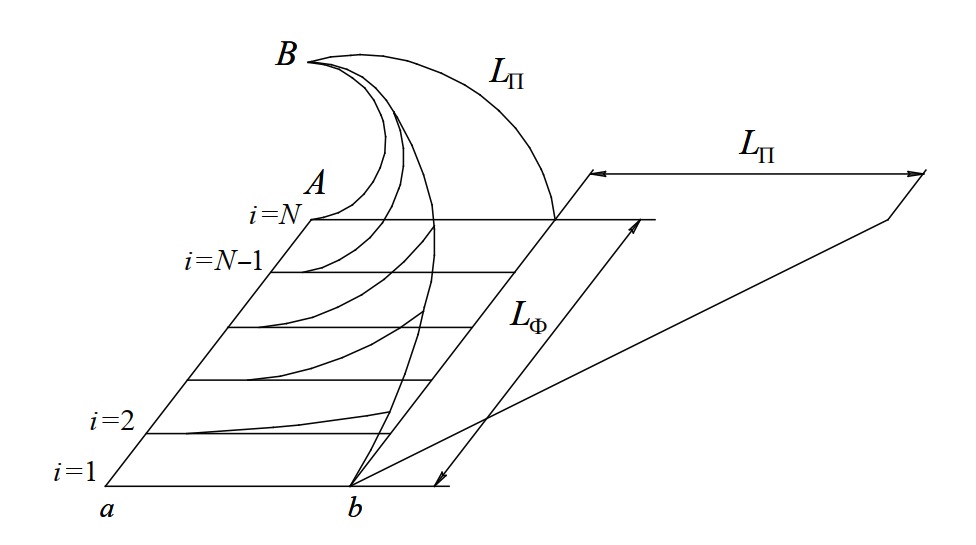
Рис. 16. Схема формовки полосы
Точка b совершит движение в пространстве по кривой bВ. Путь bВ больше, чем аА, то есть кромка полосы испытывает деформацию растяжения:
где aA = LФ — длина формовочного стана (до входа в шовосжимающие валки);
где LП — длина проекции пути bВ точки b на вертикальную плоскость, определяется типом калибровки валков формовочного стана (типы 1–5).
Если деформация растяжения кромки неупругая, т. е. εкр > 0,002, то в ней возникнут остаточные сжимающие напряжения![]() условие самоуравновешивания остаточных напряжений (рис. 17).
условие самоуравновешивания остаточных напряжений (рис. 17).
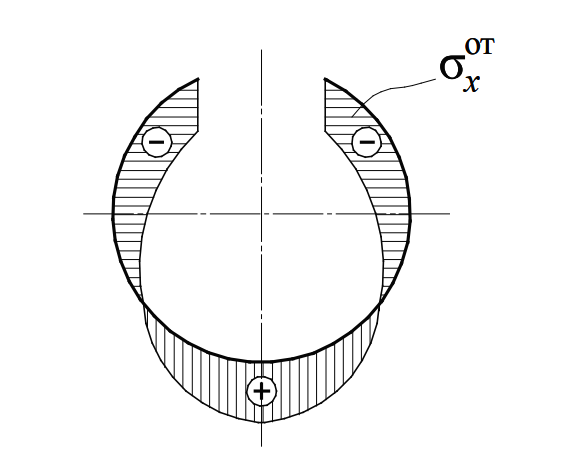
Рис. 17. Распределение остаточных напряжений в полосе при формовке
Остаточные сжимающие напряжения на кромках полосы могут стать причиной появления гофров по механизму потери устойчивости колонны Эйлера.
Для исключения потери устойчивости кромки и появления гофров деформация кромки не должна превышать
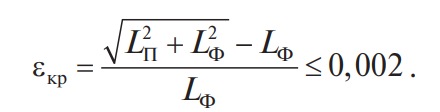
Из этого неравенства можно определить минимальную длину формовочного стана LФ.
Простое «правило» выбора длины формовочного стана предложил Б. Жуковский: LФ ≥ (40…50)dТ , где dТ — максимальный диаметр трубы из сортамента формовочного стана. Это условие завышает длину формовочного стана.
Совершенствование способов формовки
Формовка с уводом полосы вниз (рис. 18, рис. 19)
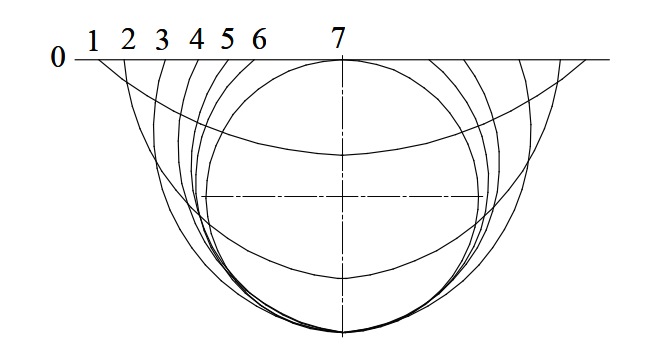
Рис. 18. Формовка при постоянной точке — центр тяжести
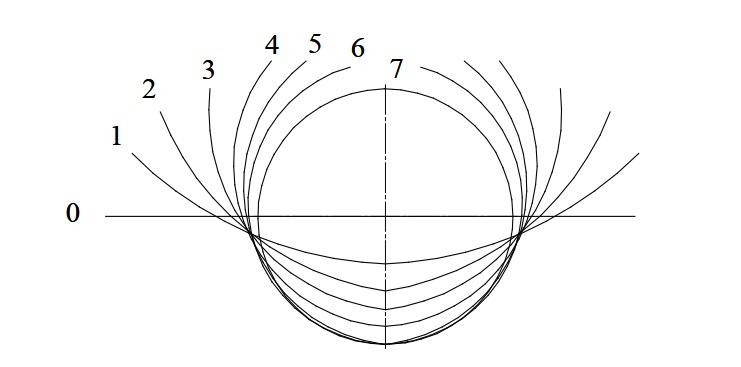
Рис. 19. Формовка при постоянной верхней точке
Этот способ позволяет интенсифицировать процесс формовки, т. е. сократить длину стана и при этом снизить гофрообразование.
Формовка полосы с принудительной расформовкой
Такой способ формовки используется для легированных, в том числе коррозионно-стойких сталей, для которых характерна большая интенсивность упрочнения при малой степени деформации сдвига:
Например, сталь марки 08Х18Н10Т «мягкая» в исходном состоянии. При формовке эта сталь интенсивно упрочняется (рис. 20). Это упрочнение приводит к расформовке полосы.
Рис. 20. Кривые упрочнения сталей
Для плотного смыкания кромок применяют расформовку от противоизгиба (рис. 21 и рис. 22) и переформовку кромок (рис. 23 и рис. 24).
Рис. 21. Расформовка от противоизгиба
Рис. 22. Изменение кривизны при расформовке от противоизгиба
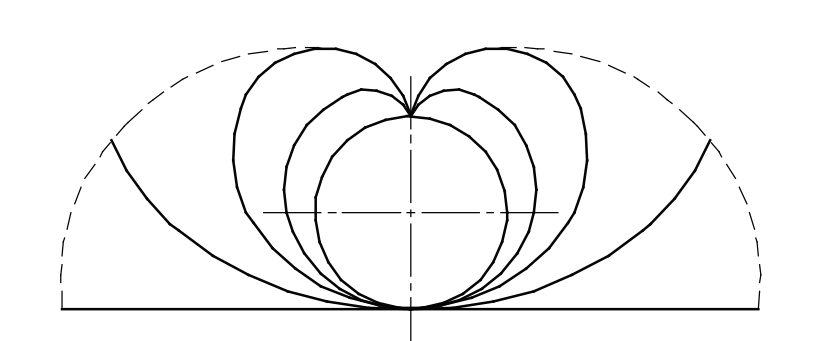
Рис. 23. Переформовка кромок
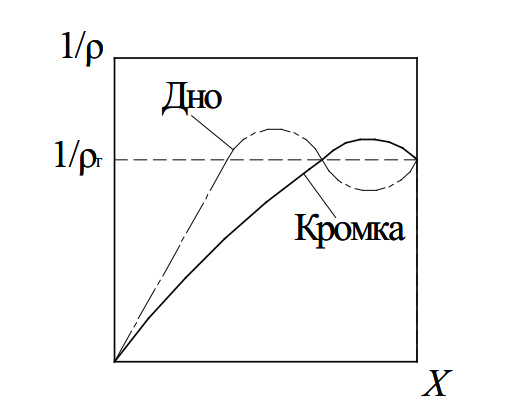
Рис. 24. Изменение кривизны при переформовке кромок