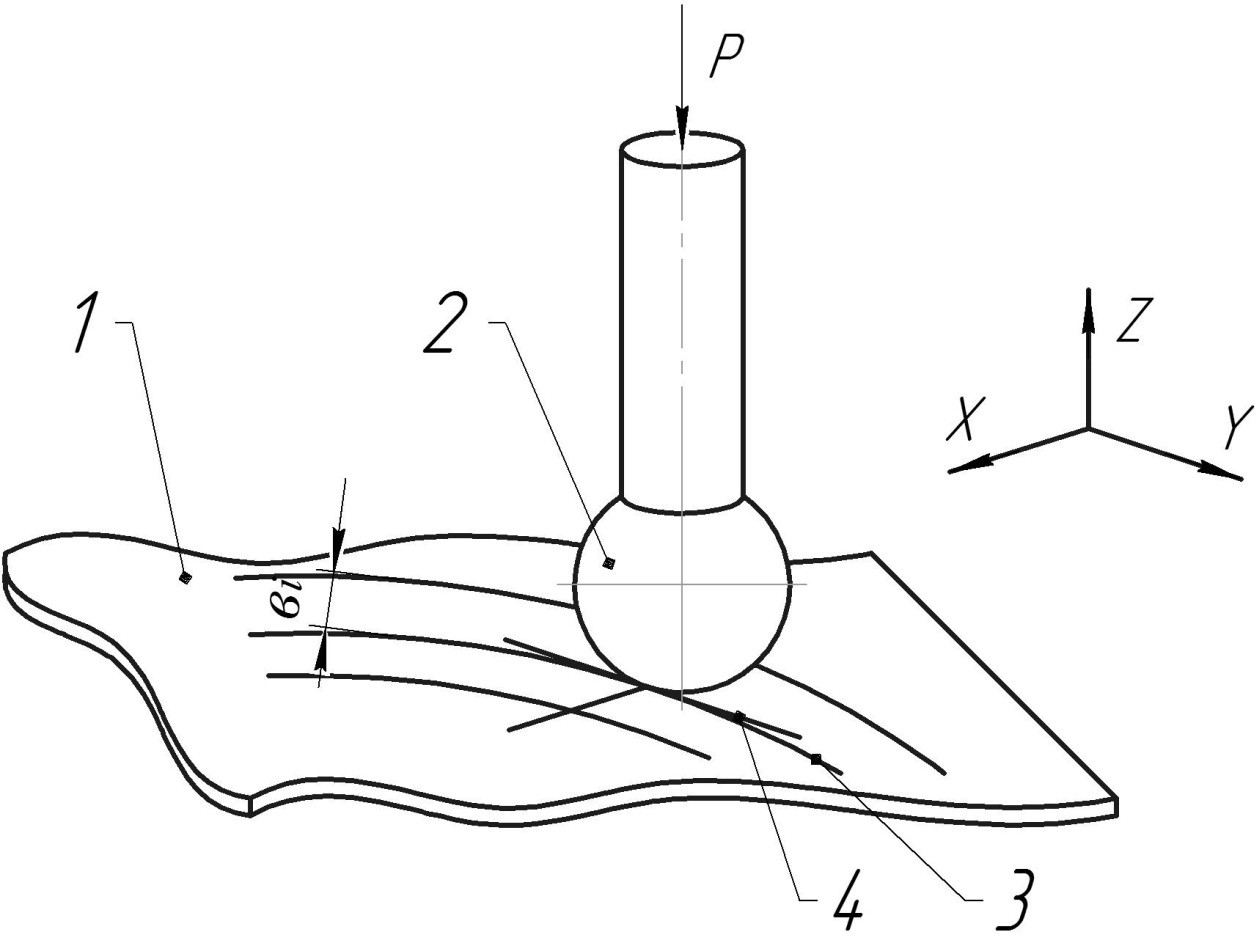
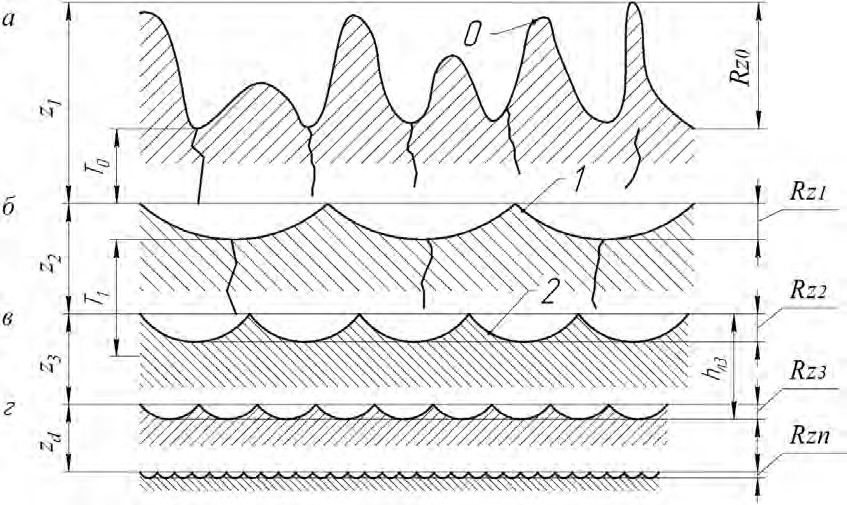
Под локальными понимают такие способы деформирования, при которых очаг деформации в каждый момент времени меньше, чем подлежащая формоизменению часть заготовки, и постоянно перемещается относительно заготовки
Штамповка на обычных механических или гидравлических прессах осуществляется со скоростью 0,5…10 м/сек. Высокоскоростная штамповка реализуется со скоростью 50-400 м/сек. При высоких скоростях деформирования изменяется механизм
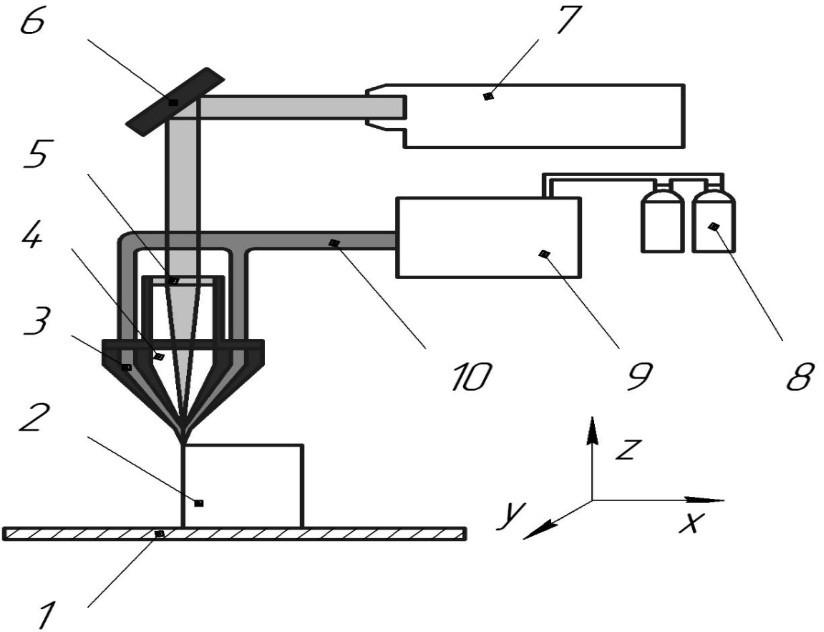
1. Общие сведения о технологиях послойного синтеза (ТПС) В процессе разработки новой продукции всегда возникает необходимость в опытных образцах, прототипах изделия или его отдельных деталей и
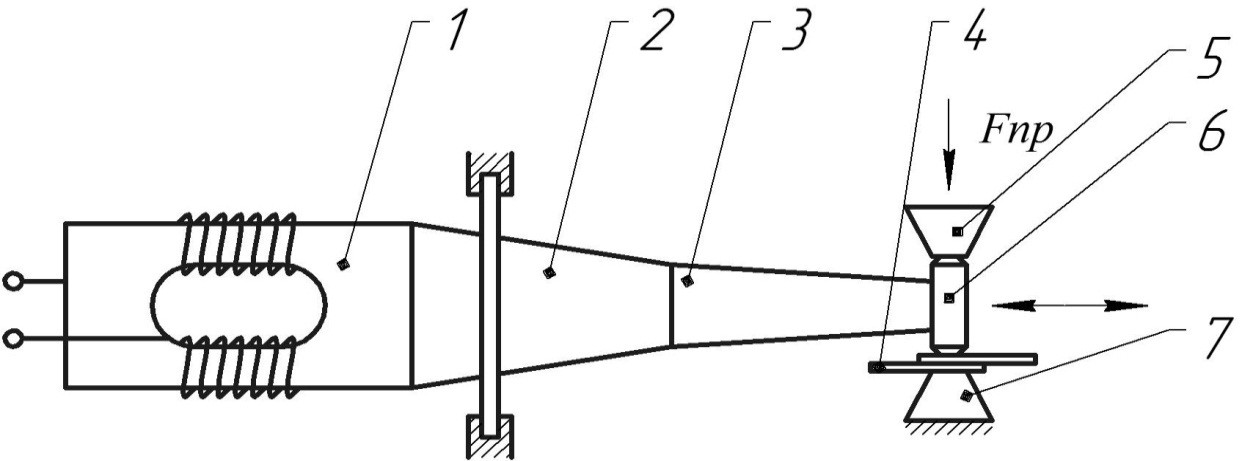
1. Физические свойства и особенности распространения ультразвука Ультразвуковыми называются упругие колебания материальной среды с частотой, превышающий предел слышимости (15–20 кГц). Ультразвуковые колебания могут распространяться в
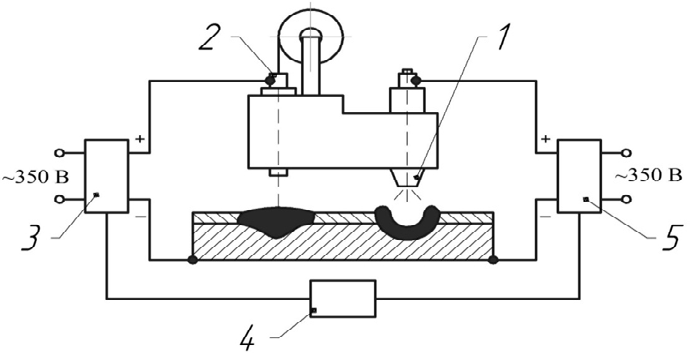
Электроэрозионные технологии получили широкое распространение. В первую очередь это связано с новыми конструкторскими решениями ряда изделий сложнейшей формы, малых и больших размеров, деталей из сверхпрочных
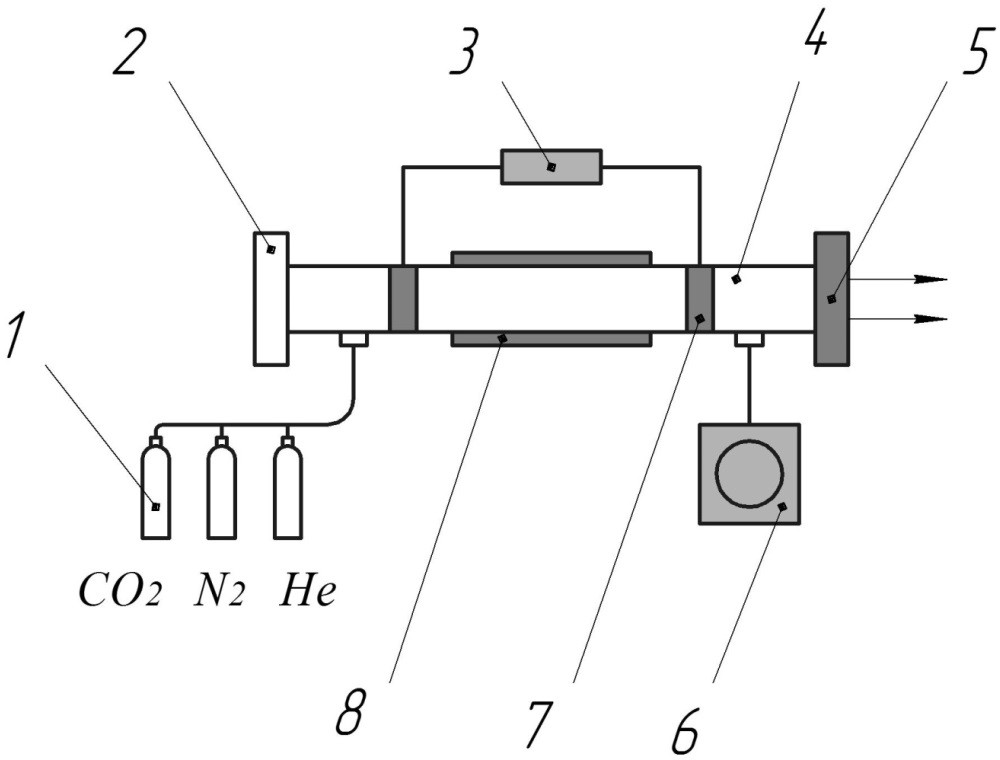
1. Физическая сущность генерирования плазмы Плазма – это частично или полностью ионизированный газ. Источником ионизации являются электрические разряды (дуговой, искровой, тлеющий и пр.). Степенью ионизации
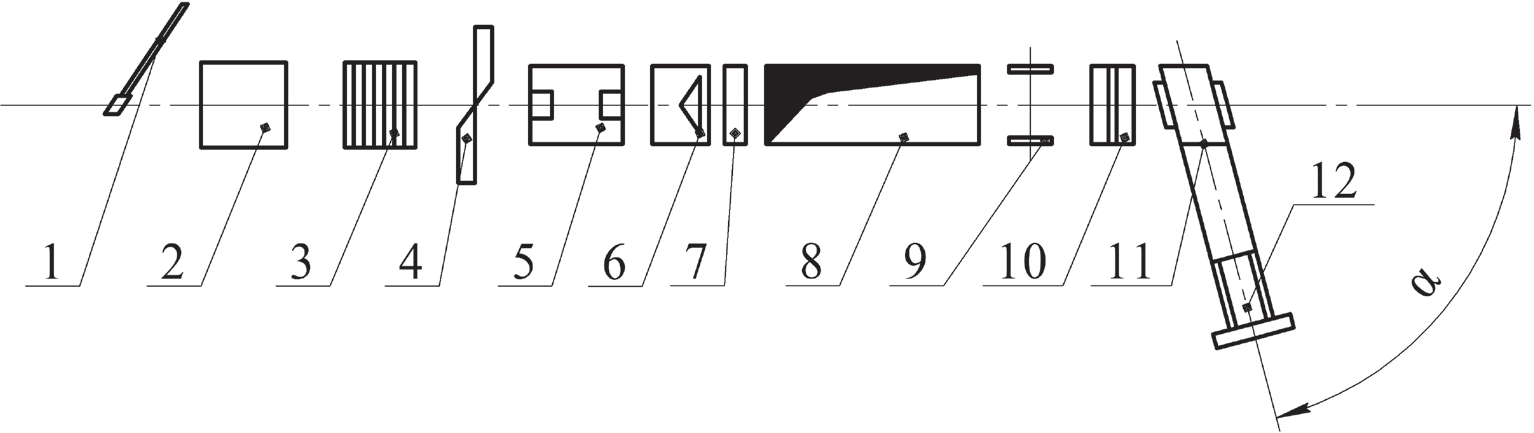
1. Принцип работы лазеров Лазер – это генератор когерентного электромагнитного излучения в оптическом диапазоне длин волн (10-2–10-3 м), основанный на использовании индуцированных переходов (ГОСТ 15093-90).
Трубы со спиральным швом изготавливают диаметром от 159 мм до 2500 мм с толщиной стенки от 4 мм до 28 мм. Для изготовления труб используют
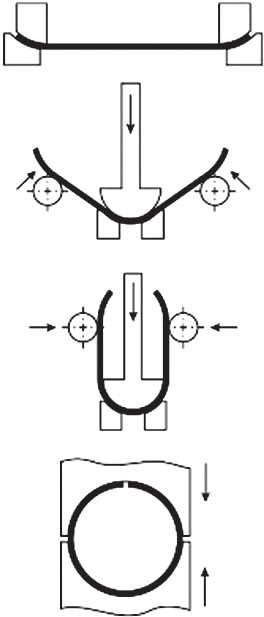
Трубы большого диаметра (более 426 мм) предназначены для строительства магистральных трубопроводов газа, нефти, нефтепродуктов, а также для водопроводов и паропроводов низкого давления. Заготовкой для изготовления

Трубы диаметром от 6 до 660 мм производят на непрерывных трубоэлектросварочных агрегатах (ТЭСА). Основные технологические операции при производстве труб электросваркой — формовка трубной заготовки, сварка